Capítulos
Tabla de contenido

Manuales relacionados para NARGESA MP1500CNC


Resumen de contenidos para NARGESA MP1500CNC
- Página 1 PLEGADORA HIDRÁULICA MP1500CNC MANUAL DE INSTRUCCIONES PRADA NARGESA, S.L Ctra. de Garrigàs a Sant Miquel s/n · 17476 Palau de Santa Eulàlia (Girona) SPAIN Tel. +34 972568085 · nargesa@nargesa.com · www.nargesa.com...
- Página 2 Gracias por elegir nuestras máquinas www.nargesa.com...
-
Página 3: Tabla De Contenido
INDICE 1. CARACTERÍSTICAS DE LA MÁQUINA ................. 4 1.1. Dimensiones generales ....................4 1.2. Descripción de la máquina ..................4 1.3. Identificación de la máquina ..................5 1.4. Características generales ................... 6 1.5. Accesorios ........................6 1.5.1. Descripción de los accesorios ............... 6 1.5.2. -
Página 4: Características De La Máquina
La MP1500CNC se adapta a las normas y directivas europeas de fabricación de maquinaria. MANUAL DE INSTRUCCIONES DE LA PLEGADORA MP1500 CNC... -
Página 5: Identificación De La Máquina
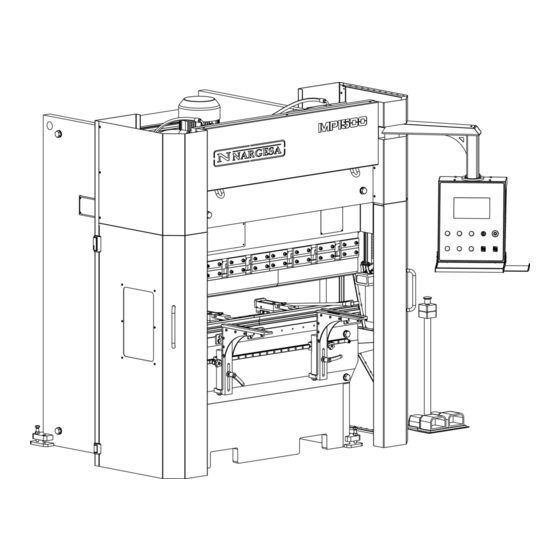
1.3. Identificación de la máquina Panel de control Porta-punzón Laser Punzón Matriz Protección lateral Motor eléctrico Depósito hidráulico Barra de accionamiento para desplazar las agujas del tope Tornillos para nivelar la máquina Soportes para el paso de la chapa Protección lateral MANUAL DE INSTRUCCIONES DE LA PLEGADORA MP1500 CNC... -
Página 6: Características Generales
1.4. Características generales - Motor de 5,5 Kw a 1460 r.p.m. - Intensidad de 12,8 A a 400 V / 22,1 A a 230 V - Bomba de 12 l./m. - Depósito de 60 litros. - Pistones de doble efecto (40 Tm). - Presión de la bomba hidráulica 220 Kg./cm - Peso total 4900 Kg. -
Página 7: Utillajes
1.5.2. Utillajes La plegadora MP1500CNC, ha sido concebida para su utilización con matrices en V, punzón y porta-matriz. Se pueden colocar otras matrices con V superiores, punzones seccionados y bigornias. Consulte con el fabricante. Punzón Matriz Porta-matrices MANUAL DE INSTRUCCIONES DE LA PLEGADORA MP1500 CNC... -
Página 8: Descripción De Los Resguardos
1.6. Descripción de los resguardos Los resguardos fijos de los que consta la plegadora MP1500CNC son los resguardos laterales para evitar la manipulación de los útiles por los laterales y los resguardos en la parte trasera de la máquina que cu- bren las correas y las poleas del tope posterior. -
Página 9: Transporte Y Almacenamiento
2. TRANSPORTE Y ALMACENAMIENTO 2.1. Transporte La elevación se realizará con una grúa, en el punto de anclaje marcado para tal efecto. Nunca se elevará la máquina por ningún otro sitio que no sea el indicado y siempre se utilizarán los dos puntos de la parte delantera de la máquina debido a que el peso se encuentra mayoritariamente en la parte frontal, de esta manera conseguiremos que la máquina se mantenga en una línea horizontal cuando se eleve. -
Página 10: Mantenimiento
3. MANTENIMIENTO 3.1. Mantenimiento general En la parte superior del depósito se encuentra la mirilla del nivel. En caso de falta de aceite, rellenar hasta la marca de la mirilla. - Cada 1000 horas de uso, revisar el nivel del aceite del depósito. - Sustituir el aceite hidráulico del depósito cada 4000 horas de trabajo. - Página 11 Engrasar todos los engrasadores de las guías cada 6 meses. En total 2 Vista de la máquina seccionada Engrasar todos los engrasadores de los soportes de las chapas. En total 2 Vista frontal de la máquina MANUAL DE INSTRUCCIONES DE LA PLEGADORA MP1500 CNC...
- Página 12 Engrasar todos los engrasadores del tope. En total 10 Engrasar las cremalleras del Eje X y del Eje R. En total 4 Vista trasera del tope Vista delantera del tope MANUAL DE INSTRUCCIONES DE LA PLEGADORA MP1500 CNC...
-
Página 13: Instalación Y Puesta En Marcha
4. INSTALACIÓN Y PUESTA EN MARCHA 4.1 Situación de la máquina Se procurará ubicar la máquina debidamente para no tener que moverla; en caso contrario se seguirán las pautas descritas en el apartado de trasporte (nº2). Se deberá situar en una superficie lisa y nivelada para evitar vibraciones y movimientos de ésta durante los plegados. -
Página 14: Conexión A La Fuente De Alimentación
IMPORTANTE: Esta máquina debe ser conectada a una toma de corriente de 400V con contacto de puesta a tierra La MP1500CNC, viene equipada con un motor trifásico 230V / 400V de 5,5 Kw conectados en estrella para conectarse a una fuente de alimentación de 400V. Deberá conectarse a una sola fuente de alimentación y en la fuente de energía indicada. -
Página 15: Ajuste De La Posición De Las Agujas Del Tope
5. AJUSTE DE LA POSICIÓN DE LAS AGUJAS DEL TOPE Cuando sea necesario cambiar la posición de las agujas del tope de la plegadora se realizará mediante la barra de accionamiento suministrada para tal efecto y desde la parte frontal de la máquina. Queda totalmente prohibido realizar esta operación sin la barra de accionamiento. - Página 16 Levantamos la palanca, liberando el soporte de la aguja, y podemos desplazar la aguja hacia la nueva po- sición que deseamos. Bajamos la palanca y la aguja se quedara fija en la nueva posición. Extraemos la palanca y ya tenemos el tope listo para su nuevo uso. ADVERTENCIA Verificar que hemos extraído la palanca antes de volver a poner en funcionamiento la plegadora.
-
Página 17: Advertencias
En caso de accidente por negligencia del operario, por no atenerse a las normas de uso y seguridad ex- puestas en el manual, NARGESA SL no se hará responsable. Recordar la obligación de que los operarios que trabajen con la maquina deben llevar gafas, guantes y calzado de seguridad. -
Página 18: Anexo
Anexo 1 Software ESA S630... - Página 19 INDICE Notas ……………………………………………………….………………………………………… 5 1. CONFIGURACIÓN DE LA MÁQUINA …..…………………………...…………………….. 10 1.1. Referenciado de la trancha ……………………………………...………………… 10 1.2.Referenciado del tope posterior ……………………………...…………………….. 10 2.CONFIGURACIÓN DE PUNZONES Y MATRICES ……………………………………….. 11 2.1. Lista de punzones y matrices ………………………………...……………………. 11 2.1.1. Como crear un nuevo punzón ……………………...……………………. 14 2.1.2.
- Página 20 Explicación de los símbolos A la izquierda del texto aparecen los símbolos gráficos. Estos se usan para resaltar la información de particular interés. Precaución: Este símbolo se utiliza si la inobservancia de las precauciones puede resultar en daños menores a la propiedad y lesiones personales. Peligro: Este símbolo aparece si la inobservancia de las medidas preventivas adecuadas o hacer maniobras incorrectas puede causar graves daños a personas y/o materiales.
-
Página 21: Convenciones Tipográficas
Convenciones tipográficas Para facilitar la identificación de la información contenida en este documento se utilizan las convenciones especiales. Estas convenciones se explican a continuación. Vídeo Se adoptan las siguientes convenciones: - Los nombres de las teclas de función se resaltan en negrita y entre corchetes. [OK]. - Página 22 Glosario CNC: Es el acrónimo en inglés de Computerised Numerical Control traducido como Control Numérico Computerizado e indica el aparato que gobierna la máquina. Se trata de un dispositivo electrónico a través del cual se programan los ciclos de trabajo, se mueven los ejes, etc. Corresponde a uno de los dispositivos cuya operación se describe en este manual.
- Página 23 Esto no es sólo por el ánimo que Prada Nargesa imprime a sus productos persiguiendo adaptarse a las características más habituales presentes en los PCs actuales, sinó porque también pretende agilizar y facilitar el trabajo al usuario final.
- Página 24 - Presionando "abc" aparecerán los caracteres alfabéticos para dar nombre a los programas, a las herramientas o para introducir datos: Figura b ANEXO 1. SOFTWARE ESA S630...
-
Página 25: Configuración De La Máquina
1. CONFIGURACIÓN DE LA MÁQUINA Operaciones a ejecutar tras dar alimentación Es obligatorio referenciar la trancha para poder acceder al modo automático y ejecutar un programa de trabajo. El referenciado del tope posterior también es imprescindible. Este se realiza de forma automática. Esto se hace para garantizar el correcto posicionamiento del tope posterior en cualquier cota deseada, porque de no hacerse podrían existir errores de posición debido a que el tope puede moverse manualmente cuando el control numérico está... -
Página 26: Configuración De Punzones Y Matrices
2. CONFIGURACIÓN DE PUNZONES Y MATRICES 2.1. Lista de Punzones y Matrices Para acceder a la lista de herramientas se debe seguir el procedimiento descrito a continuación: - Presionar ; para mostrar la lista de punzones o la lista de matrices. - Si aparece la lista de matrices, presionar otra vez para mostrar los punzones, o viceversa. - Página 27 Cuando el número de herramientas disponible es demasiado elevado, puede utilizarse la barra de desplazamiento vertical para encontrar rápidamente el punzón y la matriz requeridos. Los botones de función tienen el siguiente significado: - [Nueva carpeta] para crear una nueva carpeta donde almacenar las herramientas. - [Buscar] para encontrar una herramienta dentro de la lista de punzones o de matrices.
- Página 28 Como eliminar un punzón o una matriz Esta opción permite eliminar una herramienta. Para hacerlo, se debe seleccionar con el dedo la herramienta a eliminar y seguir el procedimiento descrito a continuación: - Presionar el botón - Estos pasos abren una ventana para confirmar la eliminación de la herramienta seleccionada. - Si se presiona el botón [Sí] la herramienta seleccionada será...
-
Página 29: Como Crear Un Nuevo Punzón
- Insertar en uno de los puertos USB del CNC un dispositivo USB externo que contenga las herramientas. - Presionar el botón - La lista con los punzones y las matrices del dispositivo USB externo se muestra en pantalla. - Presionar el botón para acceder al menú. -
Página 30: Punzones A Dibujar
- Presionar - [Nuevo dibujo] para dibujar el punzón completamente desde cero. - [Nuevo punzón 1] para utilizar un punzón preestablecido de tipo 1. - [Nuevo punzón 2] para utilizar un punzón preestablecido de tipo 2. - [Nuevo punzón 3] para utilizar un punzón preestablecido de tipo 3. - [Nuevo punzón 4] para utilizar un punzón preestablecido de tipo 4. - Página 31 La parte izquierda de la ventana es la zona de dibujado. Las cuatro secciones de la parte derecha de la ventana contienen información relativa al dibujo del punzón y representan respectivamente: - Los datos del dibujo en forma de coordenadas polares. - Los datos del dibujo en forma de coordenadas cartesianas.
- Página 32 Como realizar el dibujo En el supuesto que deba dibujarse el punzón mostrado en la Figura 7, partiendo del cursor colocado en el primer campo (L) de los datos relativos al vértice, los pasos a seguir son los siguientes: - Introducir los datos relativos al vértice como se ha descrito con anterioridad. - Introducir la longitud del segundo lado de la punta (sección l1).
-
Página 33: Ayudas Gráficas
Ayudas gráficas En relación a aquellas secciones cuyas medidas pueden causar dificultades, el usuario puede utilizar las ayudas gráficas que permiten variar el valor del ángulo en ± 1° y el valor de la longitud en ± 1 mm cada vez. -
Página 34: Punzones Preestablecidos
Caracteres tolerados para el nombre El nombre introducido puede estar formado por una combinación de números y letras (se puede utilizar por ejemplo el código de referencia del punzón en el catálogo). 2.1.3. Punzones preestablecidos En la página de los punzones preestablecidos aparece el dibujo del punzón con una serie de datos que definen su forma. -
Página 35: Como Crear Una Nueva Matriz
2.2. Como crear una nueva matriz Para crear una nueva matriz es necesario seguir el procedimiento descrito a continuación: - Presionar el botón ; aparece la lista de punzones o la lista de matrices. - Si aparece la lista de punzones, presionar el botón nuevamente. -
Página 36: Matrices A Dibujar
- [Nuevo dibujo] para realizar el dibujo de la matriz completamente desde cero. - [Nueva matriz] para partir de un tipo de matriz preestablecido. A continuación aparecerá una ventana emergente donde deben especificarse los datos siguientes: Figura 10 Dimensiones de la matriz Para proceder con el dibujo es necesario especificar el valor de la anchura de la matriz (Die width) así... - Página 37 La parte izquierda de la ventana muestra el área de dibujo. En la parte derecha de la ventana, las cuatro secciones para introducción de datos representan respectivamente: 1) Los datos del dibujo en coordenadas polares; 2) Los datos del dibujo en coordenadas cartesianas; 3) Los datos relativos a la ranura angular (V) de la matriz;...
- Página 38 Partiendo del cursor posicionado en el campo L de la sección de coordenadas polares del dibujo: - Introducir la longitud correspondiente a l1 tocando el campo L con el dedo. - Presionar el botón [Aceptar]: el cursor se sitúa en el campo Alfa donde se debe introducir el ángulo en relación a la siguiente sección.
- Página 39 Presionar el botón [Aceptar]; la V se dibuja en pantalla y la longitud de la siguiente sección se fija de forma automática. El cursor se coloca de nuevo en el campo L de las coordenadas polares del dibujo; - Tocar con el dedo el campo L para introducir la longitud de la sección l4; - Presionar el botón [Aceptar];...
- Página 40 Definición de una matriz para plegado a fondo La página de dibujo puede utilizarse también para definir una matriz que permita realizar plegados a fondo. Para proceder de forma adecuada se debe indicar tanto la longitud que determina el cierre de la matriz, como la longitud una vez realizado el plegado a fondo en ambos lados.
-
Página 41: Matrices Preestablecidas
Definición del soporte para matrices neumáticas Si la plegadora dispone de soporte para matrices neumáticas, los datos relativos a ello se pueden definir en la página de Parámetros de Configuración Generales. Una vez se han introducido todos los datos, los plegados a fondo también se pueden llevar a cabo en modo gráfico utilizando matrices estándar sin necesidad de dibujar matrices específicas con funciones de plegado a fondo. -
Página 42: Programación
3. PROGRAMACIÓN 3.1.Lista de programas Para abrir la lista de programas existentes es necesario seguir los pasos que se detallan a continuación: - Presionar el botón - En pantalla se muestra la siguiente ventana: Figura 16 Lista de programas La porción izquierda de la ventana muestra la lista de programas existentes. En la zona central aparece la información relativa al programa seleccionado de la lista. - Página 43 Como copiar un programa Esta opción permite crear una copia de un programa existente con otro nombre, para su posterior modificación. Para hacerlo, se debe seleccionar con el dedo un programa existente de la lista y seguir el procedimiento descrito a continuación: - Presionar el botón para abrir el menú.
- Página 44 Eliminar todos los programas Esta opción permite eliminar todos los programas existentes. Para hacerlo, es necesario seguir los pasos descritos a continuación: - Presionar el botón para abrir el menú. - Seleccionar la opción 3>> Eliminar todos. - En la ventana para confirmar la eliminación de todos los programas, pulsar el botón [Sí]. Lista de programas en el dispositivo USB externo Esta opción permite visualizar la lista de todos los programas guardados en el dispositivo USB externo.
-
Página 45: Creación De Un Programa Numérico
Cambiar la unidad de trabajo Para realizar esta operación se debe seguir el procedimiento descrito a continuación: - Presionar el botón para abrir la lista de programas. - Presionar el botón para abrir el menú. - Seleccionar la opción 5 >> Cambiar de unidad. - En la ventana que aparece seleccionar la unidad de trabajo deseada de la lista y presionar el botón [Aceptar] para confirmarla. - Página 46 Definición de los datos de la pieza Para introducir los datos del programa aparece una ventana como esta: Figura 19 Página para definir el programa numérico - Introducir la Anchura de la plancha de metal a ser plegada, tocando con el dedo en el campo correspondiente, para confirmar a continuación el valor introducido con la tecla [Aceptar].
- Página 47 Figura 21 Página de la lista de matrices para mostrar el procedimiento de inserción en un programa - El material se calcula de forma automática en función de la resistencia especificada. - Introducir la Estación si hay más de una estación de trabajo definida. En otro caso, dejar el valor a 0. - Insertar la Matriz a utilizar tocando con el dedo en el campo correspondiente.
- Página 48 Datos de trabajo Esta opción permite mostrar los datos relativos al P.M.S. (Punto Muerto Superior), al P.C.V. (Punto de Cambio de Velocidad) y al P.C.L. (Punto de Contacto de la Lámina o chapa) del plegado actual. Para proceder de forma adecuada es necesario seguir los pasos detallados a continuación: - Presionar el botón para abrir el menú.
- Página 49 - Tocar con el dedo el campo Cota de inicio para introducir la posición inicial del tope posterior y confirmar su valor con el botón [Aceptar]. - Presionar el botón [Aceptar] para confirmar los datos del calandrado. Los plegados que definen el calandrado se crean automáticamente en la página de Programaciones.
-
Página 50: Creación De Un Programa Gráfico (Opcional En El Modelo S630)
3.3 Creación de un programa gráfico (Opcional en el modelo S630) Para crear un nuevo programa gráfico se debe presionar el botón [Nuevo programa] de la página de Programaciones, seleccionar la opción Nuevo gráfico de la ventana emergente que aparece, y confirmar la operación presionando el botón [Aceptar]. - Página 51 Página de dibujo La página de dibujo tiene esta apariencia. Figura 25 Página para dibujar la pieza. La porción izquierda de la página es la ventana de dibujo. Las cuatro secciones de la derecha están destinadas a la introducción de los datos del dibujo y representan respectivamente: 1) Los datos del dibujo en coordenadas polares.
- Página 52 Figura 27 Teclado en pantalla para introducir los ángulos de la pieza - Tocando una de las ocho flechas de dirección, empezando por en sentido horario, el siguiente segmento se dibujará con diferentes ángulos predefinidos, siendo estos 45º, 90º, 135º, 180º, -135º,-90º, - 45º...
- Página 53 Secuencia de plegados Esta opción permite mostrar la secuencia de plegados a realizar para confeccionar la pieza. Para hacerlo es necesario seguir los pasos detallados a continuación: - Desde la página gráfica del modo Automático presionar el botón para abrir el menú. - Seleccionar la opción 0>>...
- Página 54 - Introducir en el campo L la longitud correspondiente al segundo segmento de la pieza a dibujar (47.11). - Presionar el botón [Aceptar]. - Introducir el valor del segundo ángulo (-120.0°) en el campo Alfa (valor del ángulo comparado con la siguiente sección).
- Página 55 - Introducir el radio de calandrado deseado (60.0) en el campo R, tocándolo con el dedo. - Presionar el botón [Aceptar]. - Introducir la longitud deseada de los pasos de calandrado en el campo P, tocándolo con el dedo. - Presionar el botón [Aceptar]. El siguiente segmento se dibuja con una longitud predefinida por defecto. El segmento al que hacen referencia los datos del dibujo está...
-
Página 56: Cálculo Automático De La Secuencia De Plegado (Opcional En El Modelo S630)
- Presionar el botón [Aceptar]. El siguiente segmento se dibuja con una longitud predefinida por defecto. El segmento al que hacen referencia los datos del dibujo está resaltado. - Tocar con el dedo el campo L para introducir la longitud del último segmento de la pieza a dibujar (22.0). Presionar el botón [Aceptar]. - Página 57 Búsqueda automática de la secuencia de plegado En el modo de búsqueda automática, la secuencia de plegado óptima es establecida por el control numérico. Presionando el botón [Optimizar] el control numérico busca la solución automáticamente. Búsqueda manual de la secuencia de plegado En el modo de búsqueda manual, la secuencia de plegado es establecida por el usuario, quien fuerza los plegados.
-
Página 58: Simulación
Simulación Una vez se ha aceptado la solución, es posible simular la secuencia de plegado obtenida en la ventana de optimización del programa gráfico. Para hacerlo, es necesario seguir los pasos detallados a continuación: - Presionar la tecla de función [Simular]. La chapa de metal sin ningún pliegue, lista para realizar el primer plegado, se muestra en pantalla. -
Página 59: Cálculo Manual De La Secuencia De Plegado (Opcional En El Modelo S630)
3.5 Cálculo manual de la secuencia de plegado (Opcional en el modelo S630) Para acceder al procedimiento de cálculo manual desde la página de dibujo de la pieza es necesario seguir los pasos detallados a continuación: - Presionar el botón [Calcular]. Página de optimización En la página de optimización se muestra la simulación de la pieza a plegar, incluyendo la trancha y la bancada de la plegadora, el punzón, la matriz, el tope posterior y la propia pieza antes de ser realizada. - Página 60 Simulación En la página de optimización del programa gráfico, una vez se ha aceptado la solución encontrada, es posible simular la secuencia de plegado obtenida. Para hacerlo, es necesario seguir los pasos descritos a continuación: - Presionar la tecla de función [Simular]. La chapa de metal sin ningún pliegue, lista para realizar el primer plegado, se muestra en pantalla.
-
Página 61: Como Plegar Una Caja
Cambiar la secuencia de plegado Una vez se ha optimizado un programa es posible cambiar la secuencia de plegado obtenida: El usuario tiene la posibilidad de navegar entre los diferentes pliegues presionando los botones Para quitar un pliegue existente es necesario presionar el botón [Pliegue] sobre el pliegue deseado. Para quitar otro pliegue es necesario seleccionarlo y realizar la misma operación. - Página 62 Página gráfica del modo automático Si el programa actualmente seleccionado es un programa gráfico calculado, para mostrar la página gráfica se debe presionar el botón [Gráfico]. Esta página consiste en tres ventanas: La ventana principal contiene el dibujo de la trancha y la bancada de la máquina, el dibujo del punzón y de la matriz utilizados en el programa, el dibujo de la pieza antes y después del plegado, y el dibujo del tope posterior.
- Página 63 - Para tener una mejor vista de las cotas de los ejes es posible doblar el tamaño de los caracteres de la página. Esto se consigue presionando el botón - Para regresar al tamaño estándar de los caracteres de la página, volver a presionar el botón Figura 36 Página numérica del modo automático con caracteres el doble de grandes Ejecutando un ciclo en modo automático Para iniciar un ciclo en modo automático es necesario presionar el botón...
- Página 64 El procedimiento también se puede habilitar desde la página del modo AUTOMÁTICO de la siguiente manera: - Presionar el botón - Presionar el botón para posicionar los ejes del tope posterior. - Presionar el pedal de bajada para realizar el plegado. - Comprobar la longitud y el ángulo del pliegue realizado.
-
Página 65: Selección De La Fórmula Din Para Calcular El Estiramiento
Al terminar la operación para introducir los datos de corrección se debe: - Presionar - Presionar el botón para reposicionar los ejes del tope posterior porque se puede haber realizado una corrección en su posición. - Repetir el plegado. - Comprobar si el plegado es correcto: - Si es correcto: repetir el procedimiento para todos los pliegues del programa. - Página 66 Para encontrar el P.M.S. (Punto Muerto Superior) al finalizar un plegado, el usuario puede adoptar varios métodos: - Si la cota a alcanzar es superior a la cota calculada de fin del plegado, la nueva cota sólo se puede buscar utilizando el pedal de subida; - Si la cota a alcanzar es inferior a la cota calculada de fin de plegado, el usuario debe habilitar el ascenso hasta el P.M.S.
- Página 67 Anexo 2 Datos técnicos...
- Página 68 2. Conjunto pistón izquierdo ….…………………...…………...………… 12 3. Conjunto pistón derecho ……………………………………..………. 13 4. Grupo hidráulico …..………………………………..…………..………. 14 5. Armario eléctrico ……..……….………………………………..………. 18 6. Armario del panel de control …………………………………..………. 19 7. Esquemas eléctricos ……………..…………………………….………. 20 8. Esquema hidráulico …….………………..…………………..…………. 30 ANEXO 2. DATOS TECNICOS MP1500CNC...
-
Página 69: Despiece
1. Despiece ANEXO 2. DATOS TECNICOS MP1500CNC... - Página 70 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 71 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 72 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 73 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 74 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 75 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 76 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 77 ANEXO 2. DATOS TECNICOS MP1500CNC...
-
Página 78: Conjunto Pistón Izquierdo
2. Conjunto pistón izquierdo ANEXO 2. DATOS TECNICOS MP1500CNC... -
Página 79: Conjunto Pistón Derecho
3. Conjunto pistón derecho ANEXO 2. DATOS TECNICOS MP1500CNC... -
Página 80: Grupo Hidráulico
4. Grupo hidráulico ANEXO 2. DATOS TECNICOS MP1500CNC... - Página 81 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 82 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 83 ANEXO 2. DATOS TECNICOS MP1500CNC...
-
Página 84: Armario Eléctrico
5. Armario eléctrico ANEXO 2. DATOS TECNICOS MP1500CNC... -
Página 85: Armario Del Panel De Control
6. Armario del panel de control ANEXO 2. DATOS TECNICOS MP1500CNC... -
Página 86: Esquemas Eléctricos
7. Esquemas eléctricos ANEXO 2. DATOS TECNICOS MP1500CNC... - Página 87 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 88 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 89 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 90 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 91 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 92 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 93 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 94 ANEXO 2. DATOS TECNICOS MP1500CNC...
- Página 95 ANEXO 2. DATOS TECNICOS MP1500CNC...
-
Página 96: Esquema Hidráulico
Safety valve DHE-0631/2/FV-X Proportional valve 150101 SDHZE-A-071-L Safety pressure relief valve CART M4/350/RS * Balancing valve CART M4/350/R Safety valve JO-DL-4-2/FV-X Check valve DR-5/G Prop. Relief valve LIMZO-A-1/315/18 Cartridge 15 -KM-503600 Minimess Y-AK-04-GOR Prefilling valve ANEXO 2. DATOS TECNICOS MP1500CNC... -
Página 97: Registro De Garantía
3. Rellene el formulario con sus datos y presione Mensaje enviado: confirma que sus datos han sido enviados correctamente a Prada Nargesa SL. Su máquina ha sido registrada y cuenta con una garantía de tres años en total. Su solicitud ha sido enviada correctamente. Nos pondremos en contacto con usted lo antes posible para confirmarle que su garantía ha sido extendida a tres años...