ESAB A2 Instrucciones De Uso
Ocultar thumbs
Ver también para A2:
- Instrucciones de uso (72 páginas) ,
- Instrucciones de uso (21 páginas) ,
- Instrucciones de uso (21 páginas)

Manuales relacionados para ESAB A2







Resumen de contenidos para ESAB A2
- Página 1 A2, A6 PEK Control Panel Instrucciones de uso 0460 949 278 ES 20151222 Valid for: from program version 4.10A...
-
Página 2: Tabla De Contenido
Velocidad de alimentación de hilo frío (ICE) ...........25 Retardo de alimentación de hilo frío (ICE)............25 Velocidad de desplazamiento ................26 6.10 Dirección de soldadura ..................26 6.11 Frecuencia CA ....................26 6.12 Balance CA ......................26 0460 949 278 © ESAB AB 2015... - Página 3 8.2.4 Guardar en modo automático ................44 Configuración máquina ..................44 8.3.1 Código de producto..................44 8.3.2 Eje de alimentación de hilo ................45 8.3.3 Eje de alimentación de hilo frío (ICE)............... 46 0460 949 278 © ESAB AB 2015...
- Página 4 Guardar datos de calidad................. 67 Calendario......................68 Cuentas de usuario.................... 68 9.10 Información de la unidad................... 70 ESTRUCTURA DE MENÚS..................71 DIÁMETRO DEL HILO....................76 NÚMEROS DE REFERENCIA...................77 Reservado el derecho a modificar las especificaciones sin previo aviso. 0460 949 278 © ESAB AB 2015...
-
Página 5: Introducción
Mando para ajustar la corriente de soldadura / velocidad de alimentación de hilo en el menú de medidas y, en otros menús, para aumentar o reducir los valores definidos (mando de ajuste) Parada de emergencia 0460 949 278 - 5 - © ESAB AB 2015... -
Página 6: Teclas Y Mandos
Alimentación de hilo abajo Esta tecla permite aportar hilo sin tensión de arco. El hilo sigue saliendo hasta que se deja de pulsar el botón. Desplazamiento 0460 949 278 - 6 - © ESAB AB 2015... -
Página 7: Primer Paso
Primer paso 1.2.1 Selección del idioma Cuando se enciende el equipo por primera vez, se muestra el siguiente menú: 0460 949 278 - 7 - © ESAB AB 2015... - Página 8 Desplace el curso a la línea IDIOMA. Pulse ENTER para acceder a una lista de los idiomas disponibles en el panel de control. Desplace el cursor a la línea correspondiente a su idioma y pulse ENTER. 0460 949 278 - 8 - © ESAB AB 2015...
-
Página 9: Unidades De Medida
Coloque el cursor en la línea CONFIGURACIÓN con el mando posicionador. Pulse ENTER para confirmar la selección. Desplace el cursor a la línea CONFIGURACIÓN GENERAL. Pulse ENTER para confirmar la selección. 0460 949 278 - 9 - © ESAB AB 2015... -
Página 10: Pantalla
En el manual, el cursor se muestra en negrita. Cuadros de texto En la parte inferior de la pantalla hay cinco cuadros de texto que describen la función activa de las cinco teclas situadas debajo de la pantalla. 0460 949 278 - 10 - © ESAB AB 2015... -
Página 11: Símbolos De La Pantalla
El cursor está en la línea SAW. Si pulsa ENTER en esta posición, se seleccionará la opción SAW. Si desea seleccionar otra opción, desplace el cursor a la línea correspondiente 0460 949 278 - 11 - © ESAB AB 2015... -
Página 12: Salir Y Enter
Al pulsar SALIR se vuelve al menú o imagen anterior. • Al pulsar ENTER se ejecuta la opción seleccionada en un menú o una lista. La tecla se denomina ENTER en este manual. 0460 949 278 - 12 - © ESAB AB 2015... -
Página 13: Menús
En el MENÚ PRINCIPAL, se puede cambiar el proceso de soldadura, el tipo de hilo, el método de control, el diámetro del hilo, etc. Desde este menú también se puede acceder a otros submenús. 0460 949 278 - 13 - © ESAB AB 2015... -
Página 14: Menú Configuración
Configuración máquina. 2.1.2 Menú herramientas Menú principal → Herramientas Desde el menú HERRAMIENTAS puede transferir archivos, ver estadísticas de calidad y producción, registro de eventos, etc. 0460 949 278 - 14 - © ESAB AB 2015... -
Página 15: Menú De Ajuste De Datos De Soldadura
Se pueden modificar los parámetros de soldadura al pulsar la tecla AJUSTE en el menú de ajuste de datos de soldadura. El menú presenta diferentes aspectos según el procedimiento de soldadura seleccionado. Otro ejemplo del menú: 0460 949 278 - 15 - © ESAB AB 2015... -
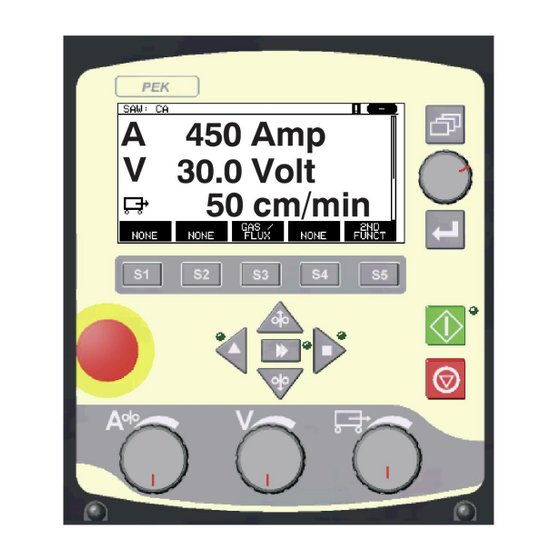
Página 16: Menú De Medidas
Los valores medidos permanecen en pantalla incluso una vez terminada la soldadura. Además, puede pasar a otros menús sin que se pierdan. Los mandos de ajuste le permiten modificar los parámetros de soldadura de la pantalla de medidas. 0460 949 278 - 16 - © ESAB AB 2015... -
Página 17: Menú De Memoria De Datos
En el menú MEMORIA DE DATOS puede almacenar, recuperar, borrar y copiar varios juegos de datos. Los juegos de datos pueden almacenarse en 255 posiciones de memoria diferentes. Para obtener más información, consulte “GESTIÓN DE LA MEMORIA”, página 30. 0460 949 278 - 17 - © ESAB AB 2015... -
Página 18: Menú De Modo Rápido
Estos ajustes se realizan en el menú Configuración. El número de la posición de memoria seleccionada se muestra en la esquina superior derecha. Para obtener más información, consulte “Teclas de modo rápido”, página 41. 0460 949 278 - 18 - © ESAB AB 2015... -
Página 19: Soldadura Por Arco Sumergido
Balance CA 25 - 75% Offset CA -300 - +300 A/-10 - +10 V 1 A / 0,1 V Datos iniciales Preflujo de flux 0 - 99,0 s 0,1 s 0460 949 278 - 19 - © ESAB AB 2015... - Página 20 Límites de medida El rango de ajuste depende del producto utilizado. El menú muestra los ajustes correspondientes al tipo de regulación seleccionado. Solo es aplicable a las fuentes de alimentación Aristo 1000 0460 949 278 - 20 - © ESAB AB 2015...
-
Página 21: Soldadura Por Arco Metálico Con Gas
Tensión de circuito abierto 5 - 60 V 0,1 V 50 V máxima Datos finales Postflujo de gas 0 - 99,0 s 0,1 s 2,0 s Relleno de cráteres OFF u ON 0460 949 278 - 21 - © ESAB AB 2015... - Página 22 0 - 10 s 0,01 s Fases de parada OFF u ON Regulación dinámica Valor automático o Auto definido Límites Límites de medida *) El rango de ajuste depende del producto utilizado. 0460 949 278 - 22 - © ESAB AB 2015...
-
Página 23: Gouging
Fases de arranque OFF u ON Tensión de circuito abierto OFF u ON Tensión de circuito abierto 5 - 60 V 0,1 V 50 V máxima Datos finales 0460 949 278 - 23 - © ESAB AB 2015... - Página 24 0 - 10 s 0,01 s Fases de parada OFF u ON Regulación dinámica Valor automático o Auto definido Límites Límites de medida *) El rango de ajuste depende del producto utilizado. 0460 949 278 - 24 - © ESAB AB 2015...
-
Página 25: Información Sobre Los Parámetros
Retardo de alimentación de hilo frío (ICE) Se utiliza para definir el tiempo (en s) que debe transcurrir, una vez iniciada la soldadura, para que comience la alimentación de hilo frío. 0460 949 278 - 25 - © ESAB AB 2015... -
Página 26: Velocidad De Desplazamiento
Controla el tiempo durante el cual fluye aire antes de que se forme el arco. • El preflujo de aire se configura en el menú de ajuste de datos de soldadura, debajo de los datos iniciales. 0460 949 278 - 26 - © ESAB AB 2015... -
Página 27: Tipo De Arranque
Tensión en circuito abierto máx. (OCV) ON indica que se puede definir la tensión en circuito abierto. OFF significa que la tensión en circuito abierto está ajustada al valor definido para la tensión de soldadura. 0460 949 278 - 27 - © ESAB AB 2015... -
Página 28: Postflujo De Flux (Saw)
El tiempo de postquemado se configura en el menú de ajuste de datos de soldadura, debajo de los datos finales. 6.26 Fases de parada Las fases de parada se usan principalmente para ajustar el relleno de cráteres. 0460 949 278 - 28 - © ESAB AB 2015... -
Página 29: Regulación Dinámica
Para obtener más información sobre el ajuste de límites, consulte “Editor de límites”, página 64. 6.30 Límites de medida Para obtener más información sobre parámetros de medida, consulte “Editor de límites de medida”, página 65. 0460 949 278 - 29 - © ESAB AB 2015... -
Página 30: Gestión De La Memoria
1 al 255. También es posible borrar, copiar, cambiar y dar nombre a los juegos de datos, así como recuperar un juego de datos en la memoria de trabajo. 0460 949 278 - 30 - © ESAB AB 2015... -
Página 31: Almacenar
Aparece la siguiente pantalla. El juego de datos está guardado con el número 5. Algunas partes del contenido del juego de datos número 5 se presentan en la parte inferior de la pantalla. 0460 949 278 - 31 - © ESAB AB 2015... -
Página 32: Recuperar
SÍ o NO. Vuelva al menú Memoria pulsando NO. Recuperar Vamos a recuperar un juego de datos guardado: Seleccione la línea con el mando posicionador. Pulse RECUPERAR. 0460 949 278 - 32 - © ESAB AB 2015... -
Página 33: Borrar
Borrar Si desea borrar uno o más juegos de datos, puede hacerlo desde el menú Memoria. Borrar un juego de datos. Seleccione el juego de datos. Pulse BORRAR. 0460 949 278 - 33 - © ESAB AB 2015... -
Página 34: Copiar
Pulse SÍ para confirmar que desea borrar el juego de datos. Copiar Para copiar el contenido de un juego de datos en otra posición de la memoria, siga estos pasos: Pulse la 2A FUNCIÓN. 0460 949 278 - 34 - © ESAB AB 2015... - Página 35 Seleccione la posición de memoria 1 y desplácese con uno de los mandos de ajuste hasta la posición de memoria seleccionada, en este caso, la posición 50. Pulse SÍ. El juego de datos número 5 se ha copiado en la posición de memoria número 50. 0460 949 278 - 35 - © ESAB AB 2015...
-
Página 36: Nombre
Coloque el cursor sobre el carácter deseado mediante las flechas y el mando posicionador. Pulse LISTO. Introduzca una cadena completa de texto de hasta 40 caracteres del mismo modo. • Pulse LISTO para guardarla. El nombre guardado aparece en la lista. 0460 949 278 - 36 - © ESAB AB 2015... -
Página 37: Editar
Aparece parte del menú principal y el menú muestra el símbolo , lo que le indicará que se encuentra en el modo de edición. Pulse AJUSTE y realice los cambios pertinentes. 7 0460 949 278 - 37 - © ESAB AB 2015... - Página 38 Seleccione la corriente de soldadura y desplácese hasta 500 con uno de los mandos de ajuste. Pulse dos veces SALIR. Los parámetros del juego de datos 5 ya están modificados y guardados. 0460 949 278 - 38 - © ESAB AB 2015...
-
Página 39: Menú De Configuración
Si la función de bloqueo está desactivada y está en la pantalla de medidas o en el menú de modo rápido, puede salir con sólo pulsar SALIR o MENÚ para ir al menú principal. 0460 949 278 - 39 - © ESAB AB 2015... -
Página 40: Definir/Modificar El Código De Bloqueo
Listado de calidad a archivo, consulte “Listado de calidad a archivo”, página 42 • Asociar funciones a teclas, consulte “Asociar funciones a teclado”, página 42 • Modo de autoguardado, consulte “Guardar en modo automático”, página 44 • Unidades, consulte “Unidades de medida”, página 9 0460 949 278 - 40 - © ESAB AB 2015... -
Página 41: Teclas De Modo Rápido
Seleccione el número del juego datos que desee con los mandos de ajuste. Pulse ALMACENAR para guardar. Si desea borrar un juego guardado, pulse BORRAR. 0460 949 278 - 41 - © ESAB AB 2015... -
Página 42: Listado De Calidad A Archivo
Se usa cuando se suelda con dos cabezales de soldeo. • Hilo frío (ICE) Se utiliza cuando se aporta hilo sin corriente al baño de soldadura. En pantalla debe mostrarse la velocidad de alimentación de hilo frío. 0460 949 278 - 42 - © ESAB AB 2015... - Página 43 ENTER. Puede asignar nuevas funciones a las otras teclas del mismo modo, emparejando un número de tecla de la columna izquierda con una función de la columna derecha. 0460 949 278 - 43 - © ESAB AB 2015...
-
Página 44: Guardar En Modo Automático
Código de producto En el menú CÓDIGO DE PRODUCTO se puede seleccionar la máquina de soldadura automática, la columna y la pluma, el virador o el posicionador que se vaya a utilizar. 0460 949 278 - 44 - © ESAB AB 2015... -
Página 45: Eje De Alimentación De Hilo
A2TFJ1 Tractor de soldadura automática A2 para soldadura por arco sumergido (SAW) • A2TGJ1 Tractor de soldadura automática A2 para soldadura por arco metálico con gas de protección (GMAW) • A6TFF1 Tractor de soldadura automática A6 para soldadura por arco sumergido (SAW) •... -
Página 46: Eje De Alimentación De Hilo Frío (Ice)
Sensor de pulsos 30 ppr 30 ppr 30 ppr Velocidad manual alta 200 cm/min 200 cm/min 200 cm/min Relación de frecuencia 85:50 85:50 85:50 Motor 2000 rpm 2000 rpm 2000 rpm 0460 949 278 - 46 - © ESAB AB 2015... -
Página 47: Tándem Para Las Fuentes De Corriente Laf Y Taf
DISTANCIA CABEZALES es de 2000 mm. De esta manera se evita que expire el tiempo antes de que el cabezal de soldeo 2 llegue al punto de inicio. COLA CABEZA DISTANCIA CABEZALES 0460 949 278 - 47 - © ESAB AB 2015... - Página 48 El cabezal de soldeo 2 empezará a soldar cuando llegue a la posición de inicio del cabezal de soldeo 1 (la distancia definida en DISTANCIA CABEZALES). • Pulse (Parada), para el cabezal de soldeo 1. 0460 949 278 - 48 - © ESAB AB 2015...
- Página 49 El cabezal de soldeo 2 dejará de soldar cuando llegue al punto en que el cabezal de soldeo 1 dejó de hacerlo (la distancia definida en DISTANCIA CABEZALES). • La soldadura finaliza. 0460 949 278 - 49 - © ESAB AB 2015...
-
Página 50: Tándem Para Fuente De Alimentación Aristo 1000
CONTROL DESPLAZAMIENTO Seleccione si el cabezal soldador debe controlar el desplazamiento. Tanto el cabezal soldador delantero como el trasero pueden controlar el desplazamiento, pero no los dos al mismo tiempo. 0460 949 278 - 50 - © ESAB AB 2015... - Página 51 CABEZA DISTANCIA CABEZALES DESPLAZAMIENTO DE FASE (solo es aplicable a la soldadura CA) El desfase indica una diferencia de fase con respecto al cabezal soldador delantero. Se expresa en grados. 0460 949 278 - 51 - © ESAB AB 2015...
-
Página 52: Fuentes De Corriente En Paralelo (Solo Es Aplicable A Las Fuentes De Corriente Aristo 1000)
3. Seleccione la línea de menú Conectar con esclavo y pulse Enter. Aparece el mensaje "Conectar". 4. Pulse Enter de nuevo. Cuando se conectan la fuente de corriente maestra y la esclava, aparece el texto "Conectado". 0460 949 278 - 52 - © ESAB AB 2015... -
Página 53: Alimentación De Hilo Ice
El motor se selecciona en una lista desplegable con las siguientes opciones: • La TRANSMISIÓN 1 debe estar activada (ON). No puede estar desactivada (OFF). • La TRANSMISIÓN 2 se suele activar (ON), pero también se puede dejar desactivada (OFF). 0460 949 278 - 53 - © ESAB AB 2015... -
Página 54: Polaridad (Solo Es Aplicable A Las Fuentes De Corriente Aristo 1000)
"negativa". 8.3.11 Configuración id nodo (solo es aplicable a la fuente de corriente Aristo 1000) Aquí se especifican los números de identificación si el sistema tiene nodos de E/S. 0460 949 278 - 54 - © ESAB AB 2015... -
Página 55: Información Del Sistema (Solo Es Aplicable A La Fuente De Corriente Aristo 1000)
Esta función se activa durante el proceso de arranque, antes de que la fuente de corriente reciba un valor de medida al que se pueda regular. Esta función se desactiva al seleccionar la opción "OCV MÁX.". 0460 949 278 - 55 - © ESAB AB 2015... -
Página 56: Mantenimiento
Si selecciona LIMITE DE TIEMPO DE FUNCIONAMIENTO TOTAL como límite del número de inicios de soldadura, se avisa a un técnico autorizado de ESAB. Factor filtro valor medición Menú... -
Página 57: Herramientas
El listado tiene capacidad para 99 mensajes de error. Cuando está lleno, es decir, cuando se han guardado 99 mensajes, el más antiguo se borra automáticamente al producirse el error número 100. 0460 949 278 - 57 - © ESAB AB 2015... -
Página 58: Errores Activos
El código de gestión del error (consulte “Descripción de los códigos de gestión de errores”, página 59) 9.1.2 Errores activos Menú principal → Herramientas → Gestión evento → Errores activos El menú Errores activos muestra solo los errores activos en ese momento. 0460 949 278 - 58 - © ESAB AB 2015... -
Página 59: Identificación De La Unidad
Un motor no puede mantener su velocidad. La soldadura se detiene. Acción: Compruebe si la alimentación de hilo se ha atascado o va muy deprisa. Si el error no desaparece, avise a un técnico. 0460 949 278 - 59 - © ESAB AB 2015... - Página 60 Se ha detenido un motor. subcódigo No hay pulsos desde el transductor de pulsos del motor. Para LAF y TAF: 168 = Motor M1 (motor de alimentación de hilo), 169 = Motor M2 (motor de desplazamiento) Acción: Compruebe los cables del motor. Reemplace el transductor de pulsos. 0460 949 278 - 60 - © ESAB AB 2015...
-
Página 61: Exportar/Importar
Seleccione la línea con la información que desee transferir. Pulse EXPORTAR o IMPORTAR, según desee exportar o importar la información. Administrador de archivos Menú principal → Herramientas → Administrador de archivos 0460 949 278 - 61 - © ESAB AB 2015... - Página 62 RENOMBRAR, COPIAR o PEGAR si previamente copió un archivo. Seleccione una carpeta o un archivo y pulse ALT. Al presionar ALT. aparece la lista siguiente. 0460 949 278 - 62 - © ESAB AB 2015...
-
Página 63: Borrar Un Archivo O Carpeta
Seleccione el carácter/función que desee usar y pulse ENTER. 9.3.4 Copiar y pegar archivos Seleccione el archivo que desee copiar y pulse ALT. Seleccione COPIAR y pulse ENTER. 0460 949 278 - 63 - © ESAB AB 2015... -
Página 64: Editor De Límites
ENTER. Se pueden seleccionar los valores máximos y mínimos de tensión de arco, velocidad de alimentación de hilo, velocidad de desplazamiento y corriente de soldadura para todos los procesos. 0460 949 278 - 64 - © ESAB AB 2015... -
Página 65: Editor De Límites De Medida
• velocidad de desplazamiento: mín., máx. • energía por unidad de longitud: mín., máx. Ajuste el valor deseado con los mandos de ajuste y pulse GUARDAR. 0460 949 278 - 65 - © ESAB AB 2015... -
Página 66: Estadísticas De Producción
última soldadura. Con fines informativos, también se muestra la cantidad calculada de material fundido por unidad de longitud y la fecha del último restablecimiento. 0460 949 278 - 66 - © ESAB AB 2015... -
Página 67: Funciones De Calidad
USB funcione, es necesario darle formato FAT32. Inserte una memoria USB en el panel de control. Consulte “Administrador de archivos”, página 61. Seleccione LISTADO DE FUNCIONES DE CALIDAD y pulse EXPORTAR. 0460 949 278 - 67 - © ESAB AB 2015... -
Página 68: Calendario
A veces es muy importante desde el punto de vista de la calidad que ninguna persona no autorizada pueda usar el producto. En este menú se definen el nombre de usuario, el nivel de acceso y la contraseña. 0460 949 278 - 68 - © ESAB AB 2015... - Página 69 Si decide no utilizar esta función y que todos los usuarios puedan utilizar la fuente de corriente y el panel de control, seleccione CUENTAS DE USUARIO DESACTIVADAS. 0460 949 278 - 69 - © ESAB AB 2015...
-
Página 70: Información De La Unidad
“Identificación de la unidad”, página 59) 2 = fuente de corriente 6 = alimentación de hilo y desplazamiento (tarjeta del motor) 8 = panel de control • Versión del software 0460 949 278 - 70 - © ESAB AB 2015... -
Página 71: Estructura De Menús
ESTRUCTURA DE MENÚS ESTRUCTURA DE MENÚS 1) The setting range is dependent on the product used. 2) The menu shows the settings that belong to the selected regulation type. 0460 949 278 - 71 - © ESAB AB 2015... - Página 72 ESTRUCTURA DE MENÚS GMAW * The setting range is dependent on the product used. 0460 949 278 - 72 - © ESAB AB 2015...
- Página 73 ESTRUCTURA DE MENÚS GOUGING * The setting range is dependent on the product used. 0460 949 278 - 73 - © ESAB AB 2015...
- Página 74 • ice wire feed • polarity • node ID settings • system information Cable lengths Maintenance • contact tip change interval • total running time limit Measure–values filter factor 0460 949 278 - 74 - © ESAB AB 2015...
- Página 75 • measure limits • error log • quality function log • production statistics File manager Setting limit editor Measure limit editor Production statistics Quality functions Calendar User accounts Unit information 0460 949 278 - 75 - © ESAB AB 2015...
-
Página 76: Diámetro Del Hilo
0.8 1.0 1.2 1.6 2.0 2.4 Al Solid 0.8 1.0 1.2 1.6 2.0 2.4 Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 Gouging with constant ampere (CA) Electrode dimension (mm) 8.0 9.5 13.0 0460 949 278 - 76 - © ESAB AB 2015... -
Página 77: Números De Referencia
Instruction manual LV 0460 949 291 Instruction manual SI 0460 949 292 Instruction manual LT 0460 949 293 Instruction manual CN Instruction manuals are available on the Internet at www.esab.com 0460 949 278 - 77 - © ESAB AB 2015... - Página 78 ESAB subsidiaries and representative offices Europe NORWAY North and South America SOUTH KOREA AS ESAB ESAB SeAH Corporation AUSTRIA Larvik ARGENTINA Kyungnam ESAB Ges.m.b.H Tel: +47 33 12 10 00 CONARCO Tel: +82 55 269 8170 Vienna-Liesing Fax: +47 33 11 52 03...