Tabla de contenido
Publicidad
Idiomas disponibles
Idiomas disponibles
Enlaces rápidos
www.MillerWelds.com
Syncrowave 180 SD
460/575 Volt Model
Modèle 460/575 Volts
Modelos 460/575 V
OWNER'S MANUAL
MANUEL DE L'UTILISATEUR
MANUAL DEL OPERADOR
OM-361/multi
12/2004
Processes
Procédés
Procesos
TIG (GTAW) Welding
Soudage à l'arc avec électrode
réfractaire TIG (GTAW)
Soldadura TIG
Stick (SMAW) Welding
Soudage à l'arc avec électrode
enrobée (SMAW)
Soldadura Convencional por
Electrodo
Description
Description
Descripción
Arc Welding Power Source
Source de courant de soudage à l'arc
Fuente de Poder para Soldadura de
Arco
R
215 088E
Publicidad
Capítulos
Tabla de contenido
Solución de problemas

Manuales relacionados para Miller Syncrowave 180 SD 460









Resumen de contenidos para Miller Syncrowave 180 SD 460
- Página 1 OM-361/multi 215 088E 12/2004 Processes Procédés Procesos TIG (GTAW) Welding Soudage à l’arc avec électrode réfractaire TIG (GTAW) Soldadura TIG Stick (SMAW) Welding Soudage à l’arc avec électrode enrobée (SMAW) Soldadura Convencional por Electrodo Description Description Descripción Arc Welding Power Source Source de courant de soudage à...
- Página 2 We know you don’t have time to do it any other way. That’s why when Niels Miller first started building arc welders in 1929, he made sure his products offered long-lasting value and superior quality.
-
Página 3: Tabla De Contenido
TABLE OF CONTENTS SECTION 1 − SAFETY PRECAUTIONS - READ BEFORE USING ........1-1. -
Página 5: Section 1 − Safety Precautions - Read Before Using
SECTION 1 − SAFETY PRECAUTIONS - READ BEFORE USING som _8/03 1-1. Symbol Usage Means Warning! Watch Out! There are possible hazards with this procedure! The possible hazards are shown in the adjoining symbols. This group of symbols means Warning! Watch Out! possible Y Marks a special safety message. - Página 6 ARC RAYS can burn eyes and skin. BUILDUP OF GAS can injure or kill. D Shut off shielding gas supply when not in use. Arc rays from the welding process produce intense D Always ventilate confined spaces or use visible and invisible (ultraviolet and infrared) rays that can burn eyes and skin.
-
Página 7: Additional Symbols For Installation, Operation, And Maintenance
1-3. Additional Symbols For Installation, Operation, And Maintenance FIRE OR EXPLOSION hazard. MOVING PARTS can cause injury. D Do not install or place unit on, over, or near D Keep away from moving parts such as fans. combustible surfaces. D Keep all doors, panels, covers, and guards D Do not install unit near flammables. -
Página 8: Principal Safety Standards
1-5. Principal Safety Standards Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1, Boulevard, Rexdale, Ontario, Canada (phone: from American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 800−463−6727 or in Toronto 416−747−4044, website: www.csa−in- (phone: 305-443-9353, website: www.aws.org). ternational.org). -
Página 9: Section 2 − Definitions
SECTION 2 − DEFINITIONS 2-1. Rating Label And Nameplate Symbols And Definitions Gas Tungsten Arc Shielded Metal Arc Amperes Gas (Supply) Welding (GTAW) Welding (SMAW) Volts Gas Input Arc Force (DIG) Electrode Output Gas Output Remote Thickness Gauge Protective Earth Alternating Current Work Input... -
Página 10: Section 3 − Installation
SECTION 3 − INSTALLATION 3-1. Specifications Rated Output at 40% Rated Input, Welding Amperage Max. Open-Circuit Duty Cycle 60 HZ, Single-Phase Range Voltage Mode DC TIG 150 Amps at 16 Volts 460 V−23 A - (1.2)* 10.5 - (0.56)* 4.3 - (0.24)* 10−180 DC Stick 150 Amps at 26 Volts... -
Página 11: Volt-Ampere Curves
3-3. Volt-Ampere Curves Volt-ampere curves show minimum and maximum voltage and amperage output capabilities of welding power source. Curves of other settings fall between curves shown. DC V/A CURVE AC V/A Curve DC Stick Max (Min DIG) DC TIG Max DC Stick Min (Max DIG) AC TIG Min (Balanced) AC Stick Max... -
Página 12: Weld Output Terminals And Selecting Cable Sizes
3-5. Weld Output Terminals And Selecting Cable Sizes Y ARC WELDING can cause Electromagnetic Interference. To reduce possible interference, keep weld cables as short as possible, close together, and down low, such as on the floor. Locate welding operation 100 meters from any sensitive electronic equipment. Be sure this welding machine is installed and grounded according to this manual. -
Página 13: Typical Tig Connections
3-6. Typical TIG Connections Y Turn off power before mak- ing connections. Gas Valve In Fitting Connection has 5/8-18 right-hand 5/8, 1-1/8 in threads. Tools Needed: Gas Valve Out Connection Gas connection is made by means of a flow-through type connector. Torch Work Clamp Remote Foot Control... -
Página 14: Electrical Service Guide
3-8. Electrical Service Guide NOTE All values calculated at 40% duty cycle. Actual input voltage cannot exceed ± 10% of indicated required input voltage NOTE shown in table. If actual input voltage is outside of this range, damage to unit may occur. -
Página 15: Connecting Input Power
3-10. Connecting Input Power Tools Needed: 3/8 in =GND/PE Earth Ground 803 613-A / Ref. 803 766-B Y Installation must meet all National and Welding Power Source Input Power Con- Disconnect Device Input Power Connec- Local Codes − have only qualified per- nections tions sons make this installation. -
Página 16: Section 4 − Operation
SECTION 4 − OPERATION 4-1. Controls Output Selector Switch Y Do not use AC output in damp areas, if movement is con- fined, or if there is danger of falling. Use AC output ONLY if required for the welding process, and then use a re- mote control. -
Página 17: Postflow Control
4-3. Postflow Control To access postflow control: Output Selector Switch Place in Electrode Positive position. Weld Process Switch Power Switch Press and hold Weld Process but- ton while turning on power. Hold button for 7 seconds. The factory default is 12 seconds. To change postflow time (5−18 sec- onds), press and release the weld process button for desired time. -
Página 18: Timer/Cycle Counter
4-5. Timer/Cycle Counter 1 2 3 4 5 6 1 2 3 4 5 6 Output Selector Switch power on. and are read as 1, 234 hours and 56 min- utes. Power Switch Timer Display Cycle Display To read timer/cycle counter, place Output The cycles are displayed on the volt and Selector switch between the AC and The hours and minutes are displayed on... -
Página 19: Adjusting Spark Gaps
5-2. Adjusting Spark Gaps Y Disconnect and lockout/tagout input power before adjusting spark gaps. Remove right side panel. Tungsten End Of Point Replace point if tungsten end disappears; do not clean or dress tungsten. Spark Gap Normal spark gap is 0.012 in (0.305 mm). If adjustment is needed, proceed as follows: Adjustment Screws Loosen screws. -
Página 20: Troubleshooting
5-4. Troubleshooting NOTE: The remedies listed below are recommendations only. If these remedies do not fix the trouble with your unit, have a Factory Authorized Service Agent check unit. Refer to Section 5-3 for any Help (HLP) message displayed on voltmeter/ammeter. Trouble Remedy No weld output;... -
Página 21: Section 6 − High Frequency (Hf)
SECTION 6 − HIGH FREQUENCY (HF) 6-1. Welding Processes Requiring High Frequency High-Frequency Voltage TIG − helps arc jump air gap between torch and workpiece and/ or stabilize the arc. Work 6-2. Correct Installation Weld Zone 50 ft 50 ft (15 m) (15 m) Ground All... -
Página 22: Section 7 − Selecting And Preparing Tungsten Electrode For Dc Or Ac Welding
SECTION 7 − SELECTING AND PREPARING TUNGSTEN ELECTRODE FOR DC OR AC WELDING ac/dc_gtaw 2/2003 Y Whenever possible and practical, use DC weld output instead of AC weld output. 7-1. Selecting Tungsten Electrode ( Wear Clean gloves To Prevent Contamination Of Tungsten ♦... -
Página 23: Section 8 − Electrical Diagram
SECTION 8 − ELECTRICAL DIAGRAM Figure 8-1. Circuit Diagram All Models 215 153-C OM-361 Page 19... -
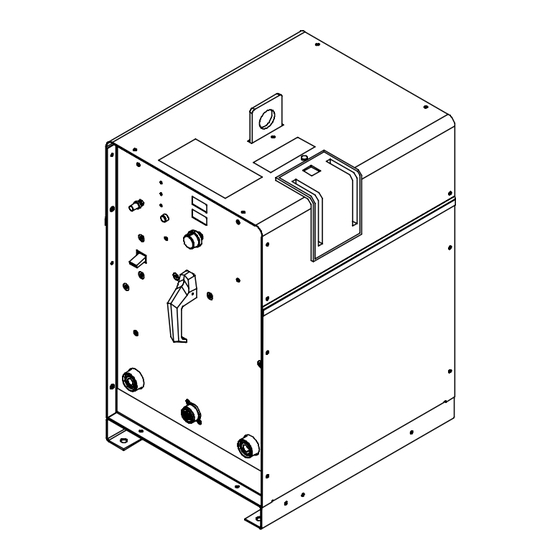
Página 24: Section 9 − Parts List
SECTION 9 − PARTS LIST Hardware is common and not available unless listed. 803 579-A Figure 9-1. Main Assembly OM-361 Page 20... - Página 25 ..Label,Miller ........... .
- Página 26 Hardware is common and not available unless listed. 803 579-B 9-2. Panel, Front With Components Item Dia. Part Description Quantity Mkgs. Figure 9-2. Panel, Front With Components (Figure 9-1 Item 39) ... . . 214645 .
- Página 27 Hardware is common and not available unless listed. 803 258 Figure 9-3. Rectifier Assembly Item Dia. Part Mkgs. Description Quantity 208 887 Figure 9-3. Rectifier Assembly (Figure 9-1 item 28) ... . . 206984 .
- Página 28 Notes...
- Página 29 Effective January 1, 2004 (Equipment with a serial number preface of “LE” or newer) This limited warranty supersedes all previous Miller warranties and is exclusive with no other Warranty Questions? guarantees or warranties expressed or implied. Call LIMITED WARRANTY − Subject to the terms and conditions Induction Heating Coils and Blankets below, Miller Electric Mfg.
-
Página 30: Owner's Record
Distributor Address City State For Service Call 1-800-4-A-Miller or see our website at www.MillerWelds.com to locate a DISTRIBUTOR or SERVICE AGENCY near you. Always provide Model Name and Serial/Style Number. Contact your Distributor for: Welding Supplies and Consumables Options and Accessories... - Página 31 OM-361/fre 215 088E 12/04 Procédés Soudage à l’arc avec électrode réfractaire TIG (GTAW) Soudage à l’arc avec électrode enrobée (SMAW) Description Source de courant de soudage à l’arc Syncrowave 180 SD Modèle 460/575 Volts MANUEL DE L’UTILISATEUR www.MillerWelds.com...
- Página 32 Nous savons que vous n’avez pas le temps de faire autrement. C’est pourquoi Niels Miller, quand il a commencé à fabriquer les postes à souder à l’arc en 1929, s’efforçait de fournir des produits de qualité...
- Página 33 Table des matières SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION ......1-1.
-
Página 35: Section 1 − Consignes De Sécurité − À Lire Avant Utilisation
SECTION 1 − CONSIGNES DE SÉCURITÉ − À LIRE AVANT UTILISATION som_fre 8/03 1-1. Signification des symboles Signifie « Mise en garde. Faire preuve de vigilance. » Cette procédure présente des risques identifiés par les symboles adjacents aux directives. Ce groupe de symboles signifie « Mise en garde. Faire preuve de vigi- Y Identifie un message de sécurité... - Página 36 LES RAYONS DE L’ARC peuvent cau- LES ACCUMULATIONS DE GAZ peu- ser des brûlures oculaires et cuta- vent causer des blessures ou même nées. la mort. Le rayonnement de l’arc génère des rayons visibles et D Couper l’alimentation en gaz protecteur en cas de invisibles intenses (ultraviolets et infrarouges) suscep- non utilisation.
-
Página 37: Autres Symboles Relatifs À L'iNstallation, Au Fonctionnement Et À L'eNtretien De L'aPpareil
1-3. Autres symboles relatifs à l’installation, au fonctionnement et à l’entretien de l’appareil. Risque D’INCENDIE OU D’EXPLO- LES ORGANES MOBILES peuvent SION causer des blessures. D Ne pas placer l’appareil sur une surface inflam- D Se tenir à l’écart des organes mobiles comme les mable, ni au−dessus ou à... -
Página 38: Principales Normes De Sécurité
1-4. Principales normes de sécurité Safety in Welding, Cutting, and Allied Processes, norme ANSI Z49.1, Rexdale, Rexdale (Ontario) Canada M9W 1R3 (téléphone : (800) de l’American Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 463−6727 ou à Toronto : (416) 747−4044, site Web : www.csa−interna- (téléphone : (305) 443−9353, site Web : www.aws.org). -
Página 39: Section 2 − Définitions
SECTION 2 − DÉFINITIONS 2-1. Symboles et définitions Soudage à Soudage à l’arc Ampères Gaz (alimentation) l’électrode de avec électrode tungstène (GTAW) enrobée (SMAW) Volts Arrivée de gaz Arc Force (DIG) Electrode Puissance Sortie de gaz À distance Jauge d’épaisseur Terre protégée Courant alternatif Pièce... -
Página 40: Section 3 − Installation
SECTION 3 − INSTALLATION 3-1. Fiche technique Tension Courant de soudage d’alimentation Tension maximale nominal sous facteur Plage de courants d’ouverture de nominale, de marche de 40% de soudage circuit Mode Monophasé, 60 Hz TIG, DC 150 A sous 16 V 460 V−23 A - (1.2)* 10.5 - (0.56)* 4.3 - (0.24)*... -
Página 41: Courbes Volts-Ampères
3-3. Courbes Volts-Ampères Les courbes volts-ampères indiquent les valeurs minimales et maximales de la tension et du courant fournis par la soudeuse. Toutes autres valeurs sont représentées par des courbes intermédiaires. COURBE V/A DC Courbe V/A AC Stick DC max (DIG min) TIG DC max Stick DC min (DIG max) TIG AC min (balance) -
Página 42: Bornes De Soudage Et Sélection Du Diamètre Des Câbles
3-5. Bornes de soudage et sélection du diamètre des câbles Y Le SOUDAGE A L’ARC peut provoquer des interférences électromagnétiques. Pour réduire les interférences possibles, faire en sorte que les câbles de soudage soient aussi courts que possible, groupés étroitement et placés près du sol. Placer le poste de soudage à 100 m de tout appareil électronique sensible. S’assurer d’installer et mettre à... -
Página 43: Raccordements Tig Types
3-6. Raccordements TIG types Y Couper le courant avant de faire tout raccordement. Raccord d’entrée du robinet de gaz Le raccordement présente un filetage à 5/8, 1-1/8 po droite de 5/8-18. Raccordement de sortie du robinet de Outils nécessaires : Le raccordement de gaz est réalisé... -
Página 44: Guide D'eNtretien Électrique
3-8. Guide d’entretien électrique REMARQUE Toutes les valeurs sont calculées pour un facteur de marche de 40%. REMARQUE La tension d’alimentation effective ne peut dépasser de +/−10% la tension d’alimentation indiquée dans la tabla. Si la tension d’alimentation effective est hors de ces limites, l’appareil risque d’être endommagé. -
Página 45: Branchement De L'aLimentation
3-10. Branchement de l’alimentation =GND/PE Earth Ground 803 613-A / Ref. 803 766-B Outils nécessaires : 3/8 po Y L’installation doit répondre à tous les cas échéant, utiliser des cosses correspon- Débranchement de l’alimentation du pos- codes nationaux et locaux − demander dant à... -
Página 46: Section 4 − Fonctionnement
SECTION 4 − FONCTIONNEMENT 4-1. Commandes Sélecteur de sortie Y Ne pas utiliser la sortie AC dans des endroits humides, si les déplacements sont restreints ou il y a danger de chute. Utiliser la sortie AC SEULEMENT si le procédé de soudage l’exige, de plus, utiliser une commande à... -
Página 47: Commande Post-Écoulement
4-3. Commande post-écoulement Pour accéder à commande post-écoulement : Sélecteur de sortie Mettre le sélecteur à la position électrode positive. Sélecteur de procédé de soudage Interrupteur d’alimentation Maintenir enfoncé le bouton procédé de soudage pendant la mise sous tension. Appuyer pendant 7 secondes. Le délai implicite est de 12 secondes. -
Página 48: Compteur Minuterie/Cycle
4-5. Compteur minuterie/cycle 1 2 3 4 5 6 1 2 3 4 5 6 Sélecteur de sortie Compteur minuterie Compteur de cycles Interrupteur d’alimentation Les heures et minutes s’affichent au Les cycles s’affichent au voltmètre et Pour prélever le compteur minuterie/ voltmètre et ampèremètre pendant cinq ampèremètre pendant les cinq secondes cycle, mettre le sélecteur entre les... -
Página 49: Ajustement Des Écarts D'éTincelles
5-2. Ajustement des écarts d’étincelles Y Couper et déverrouiller l’alimentation avant d’ajuster les écarts d’étincelles. Enlever le panneau latéral gauche. Pointe au tungstène Remplacer la pointe au tungstène si son extrémité disparaît ; ne pas nettoyer ou regarnir le tungstène. Écart d’étincelle L’écart d’étincelle normal est de 0,012 po (0,305 mm). -
Página 50: Dépannage
5-4. Dépannage REMARQUE : Les mesures correctives données ci-dessous sont des propositions seulement. Si ces mesures ne corrigent pas le problème, faire vérifier l’appareil par un représentant de service agréé. Consulter la Section 5-3 pour les messages d’aide (HLP) affichés au voltmètre/ampèremètre. Problème Mesures correctives Pas de courant de soudage ;... -
Página 51: Section 6 − Haute Frequence (Hf)
SECTION 6 − HAUTE FREQUENCE (HF) 6-1. Procédés de soudage HF Tension HF TIG − soutient l’arc pour sauter l’entrefer entre la torche et la pièce et/ou stabiliser l’arc. Pièce high_freq_fre 12/96 − S-0693 6-2. Installation correcte Zone de soudage 15 m 15 m Mise à... -
Página 52: Section 7 − Choisir Et Preparer L'ELectrode En Tungstene Pour Soudage Ac Ou Dc
SECTION 7 − CHOISIR ET PREPARER L’ELECTRODE EN TUNGSTENE POUR SOUDAGE AC OU DC ac/dc_gtaw 2/2003 Si possible, utiliser le mode DC au lieu du mode AC. 7-1. Choisir l’électrode en tungstène (porter des gants propres pour éviter de contaminer le tungstène) ♦... -
Página 53: Section 8 − Schema Electrique
SECTION 8 − SCHEMA ELECTRIQUE Ne jamais toucher les pièces électri- Mise en garde ques sous tension. Couper l’alimentation ou arrêter le moteur avant de procéder à l’entre- tien de l’appareil. Ne pas faire fonctionner sans les ca- pots. Danger L’installation, l’utilisation et la main- tenance doivent être effectuées par d’électrocution... -
Página 54: Section 9 − Liste Des Pièces
SECTION 9 − LISTE DES PIÈCES Pièces communes et non disponibles à moins de figurer dans la liste. 803 579-A Figure 9-1. Ensemble principal OM-361 Page 20... - Página 55 ..Étiquette, Miller ..........
- Página 56 Pièces communes et non disponibles à moins de figurer dans la liste. 803 579-B 9-2. Panneau, avant avec composants Mqg. No de Art. Dia. pièce Description Qté. Figure 9-2. Panneau, avant avec composants (Figure 9-1 Art. 39) ..
- Página 57 Pièces communes et non disponibles à moins de figurer dans la liste. 803 258 Figure 9-3. Ensemble rectificateur Mqg. No de Art. Dia. pièce Description Qté. 208 887 Figure 9-3. Ensemble rectificateur (Figure 9-1 art. 28) ... . . 206984 .
- Página 58 Notes...
- Página 59 Entrée en vigueur le 1 janvier 2004 (Equipement portant le numéro de série précédé de “LE” ou plus récent) Cette garantie limitée remplace toutes les garanties antérieures de MILLER et exclut toutes les autres garanties expresses ou implicites. GARANTIE LIMITEE − En vertu des dispositions et des Commandes à...
- Página 60 : térêts pendant l’expédition Pour toute aide concernant le dépôt et le réglage de réclamations, adressez-vous à votre distributeur et/ou au Service trans- port du fabricant du matériel. IMPRIME AUX USA 2004 Miller Electric Mfg. Co. 1/03...
- Página 61 OM-361/spa 215 088E 12/04 Procesos Soldadura TIG Soldadura Convencional por Electrodo Descripción Fuente de Poder para Soldadura de Arco Syncrowave 180 SD Modelos 460/575 V MANUAL DEL OPERADOR www.MillerWelds.com...
-
Página 62: Desde Miller A Usted
Hoy, las personas que fabrican y venden los productos de Miller continúan la tradición. Ellos llevan el compromiso de Niels Miller a proveer equipo y servicio que iguala a los altos estandares de calidad y valor establecidos en 1929. - Página 63 INDICE SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR ......1-1. Uso de símbolos .
-
Página 65: Seccion 1 − Precauciones De Seguridad − Lea Antes De Usar
SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR som_spa 8/03 1-1. Uso de símbolos Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles con este procedimiento! Los peligros posibles se mues- tra en los símbolos anexos. Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros Y Anota un mensaje especial de seguridad. - Página 66 LOS RAYOS DEL ARCO pueden que- EL AMONTAMIENTO DE GAS puede mar sus ojos y piel enfermarle o matarle. Los rayos del arco de un proceso de suelda produ- D Cierre el gas protectivo cuando no lo use. cen un calor intenso y rayos ultravioletas fuertes que D Siempre dé...
-
Página 67: Símbolos Adicionales Para Instalación, Operación Y Mantenimiento
1-3. Símbolos adicionales para instalación, operación y mantenimiento Peligro de FUEGO O EXPLOSION El ALAMBRE de SOLDAR puede causarle heridas D No ponga la unidad encima de, sobre o cerca D No presione el gatillo de la antorcha hasta que de superficies combustibles. -
Página 68: Estándares Principales De Seguridad
1-5. Estándares principales de seguridad Seguridad en cortar y soldar, estándar ANSI Z49-1, del American Boulevard, Rexdale, Ontario, Canada 1R3. (phone: Welding Society, 550 N.W. LeJeune Rd, Miami FL 33126 (phone: 800−463−6727 or in Toronto 416−747−4044, website: www.csa−inter- 305-443-9353, website: www.aws.org). national.org). -
Página 69: Seccion 2 − Definiciones
SECCION 2 − DEFINICIONES 2-1. Símbolos y definiciones Soldadura convencional con Amperios Fuente de gas Soldadura TIG electrodo Fuerza de arco Volts Entrada de gas Electrodo (Cavar) Calibre para Salida Salida de gas Remoto espesor Conexión a tierra Corriente alterna Trabajo Entrada protegida... -
Página 70: Seccion 3 − Instalacion
SECCION 3 − INSTALACION 3-1. Especificaciones Salida nominal al 40% Entrada nominal, 60 ciclo de trabajo Hz, monofásica Modo Gama de Amperaje Máx. VDCA CD TIG 150 A @ 16 V 460 V−23 A - (1.2)* 10,5 - (0,56)* 4,3 - (0,24)* 10−180 Convencio- 150 A @ 26 V... -
Página 71: Curvas De Voltios/Amperios
3-3. Curvas de Voltios/Amperios Las curvas de voltios−amperios muestran las capacidades de salida del voltaje y amperaje máximo de la unidad. Las curvas de otras fijaciones caen entre las curvas que se han mostrado. Curva V/A CA Curva V/A CD “Stick”... -
Página 72: Terminales De Salida De Soldadura Y Seleccionando Los Tamaños Del Cable
3-5. Terminales de salida de soldadura y seleccionando los tamaños del cable Y Soldadura de Arco pueded causar interferencia Electromagnética. Para reducir posible interferencia, mantener los cables lo más corto posible, juntos, y bajo (por ejemplo en el suelo). Situé su operación de soldadura 100 metros de cualquir equipo electrónico sensible. -
Página 73: Conexiones Típicas Tig
3-6. Conexiones típicas TIG Y Apague la potencia antes de ha- cer conexiones. Acople de entrada a la válvula de La conexión tiene rosca a mano derecha Herramientas necesarias: 5/8−18 5/8, 1-1/8 pulg. Conexión de la válvula de gas de salida La conexión de gas se hace por medio de un conector del tipo que fluye a tra-... -
Página 74: Guía De Servicio Eléctrico
3-8. Guía de servicio eléctrico NOTESE Todos los valores han sido calculados al 40% del ciclo de trabajo. NOTESE El voltaje de entrada actual no puede exceder +/− 10% del voltaje de entrada requerido que se muestra en la tabla. Si el voltaje actual de entrada está afuera de esta gama, puede que ocurra daño a la unidad. -
Página 75: Conectando La Potencia De Entrada
3-10. Conectando la potencia de entrada =GND/PE Earth Ground 803 613-A / Ref. 803 766-B Herramientas necesarias: 3/8 pulg. Y La instalación debe cumplir con todos los orejeras de conexión de la capacidad apropiada Desconecte las conexiones de potencia de códigos nacionales y locales. -
Página 76: Seccion 4 − Operacion
SECCION 4 − OPERACION 4-1. Controles Interruptor selector de salida Y No use salida CA en áreas húmedas, si hay poco espacio para moverse, o si hay el peligro de caerse. Use salida CA SOLA- MENTE si lo requiere el proceso de soldadura, y entonces use un control remoto. -
Página 77: Control De Pos Flujo
4-3. Control de pos flujo Para tener acceso al control de pos flujo: Interruptor de corriente de salida Ponga en la posición “Electrode Po- sitive” (electrodo positivo) Interruptor del proceso de soldadura Interruptor de potencia Oprima y sostenga el botón “Weld Process”... -
Página 78: Contador Temporizador/Ciclador
4-5. Contador temporizador/ciclador 1 2 3 4 5 6 1 2 3 4 5 6 Interruptor de corriente de salida Pantalla del temporizador Los ciclos aparecen en la pantalla en los medidores de voltios y amperios por los Interruptor de potencia Las horas y los minutos aparecen en los próximos cinco segundos, y se leen co- Para leer el contador temporizador/ciclo,... -
Página 79: Ajustando La Distancia De La Chispa
5-2. Ajustando la distancia de la chispa Y Desconecte y dé bloqueo/rotulación a la potencia de entrada antes de ajustar los claros (espacios) del salto de la chispa. Quite el panel del lado izquierdo. Extremo del Platino del Tungsteno Reemplace los platinos si el extremo del tung- steno ha desaparecido;... -
Página 80: Reparacion De Averías
5-4. Reparacion de averías NOTA: Las soluciones que aparecen abajo son solamente recomendaciones. Si estas soluciones no componen la dificultad en su unidad, consiga que un Agente autorizado de servicio de la fábrica examine la unidad. Refiérase a la sección 5-4 para cualquier mensaje de ayuda (HLP) que aparece en el voltímetro/amperímetro. -
Página 81: Seccion 6 − Alta Frecuencia (Hf)
SECCION 6 − ALTA FRECUENCIA (HF) 6-1. Procesos de soldadura usándose AF Voltaje AF TIG − Ayuda a que el arco salte la distancia de aire entre la antorcha y la pieza de trabajo y/o estabiliza el arco. Trabajo Soldadura TIG high_freq 12/96 −... -
Página 82: Seccion 7 − Seleccionando Y Preparando Un Electrodo De Tungsteno Para Soldadura
SECCION 7 − SELECCIONANDO Y PREPARANDO UN ELECTRODO DE TUNGSTENO PARA SOLDADURA CD O CA ac/dc_gtaw 2/2000 Y Cuandoquiera que sea posible y práctico, use salida de soldadura CD en vez de CA. 7-1. Seleccionando el electrodo de tungsteno (use guantes limpios para evitar contaminación del tungsteno) ♦... -
Página 83: Seccion 8 − Diagrama Electrico
SECCION 8 − DIAGRAMA ELECTRICO No toque partes eléctricamente ¡Cuidado! vivas. Desconecte la potencia de en- trada o pare el motor antes dar servicio a este equipo. No lo opere sin las tapas en sitio. Asegúrese que sólo personas Riesgo de choque o capacitadas instalen, usen, o golpe eléctrico den servicio a esta unidad. -
Página 84: Seccion 9 − Lista De Partes
SECCION 9 − LISTA DE PARTES Los herrajes son de tipo común y no están disponibles a no ser que se los enliste. 803 579-A Ilustración 9-1. Ensamblaje principal OM-361 Página 20... - Página 85 ..Etiqueta, Miller ..........
- Página 86 Los herrajes son de tipo común y no están disponibles a no ser que se los enliste. 803 579-B Ilustración 9-2. Frente con componentes, Panel Señal en Número Art. diagrama de parte Descripción Cant. Ilustración 9-2. Frente con componentes, Panel (Ilus. 9-1 art. 39) .
- Página 87 Los herrajes son de tipo común y no están disponibles a no ser que se los enliste. 803 258 Ilustración 9-3. Conjunto del rectificador Item Señal en Número Art. diagrama de parte Descripción Cant. 208 887 Ilustración 9-3. Conjunto del rectificador (Ilus. 9-1 art. 28) .
- Página 88 Apuntes...
-
Página 89: Garantia
(Equipo equipo con el número de serie que comienza con las letras “LE” o más nuevo) Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya ¿Preguntas sobre la sea expresadas o supuestas. -
Página 90: Archivo De Dueño
Poner una queja por perdida o daño duran- para: te el embarque. Por ayuda en registrar o arreglar una queja, comuníquese con su Distribuidor y/o el De- partamento de Transporte del Fabricante del equipo. IMPRESO EN EE.UU. 2004 Miller Electric Mfg. Co. 1/03...