Miller Bobcat 250 Diesel Manual Del Operador
Generador de soldadura impulsado a motor
Ocultar thumbs
Ver también para Bobcat 250 Diesel:
- Manual del operador (72 páginas) ,
- Manual del operador (68 páginas)
Tabla de contenido
Publicidad
Enlaces rápidos
Publicidad
Tabla de contenido

Manuales relacionados para Miller Bobcat 250 Diesel













Resumen de contenidos para Miller Bobcat 250 Diesel
- Página 1 OM-217 455C/spa 2005−11 Procesos Soldadura Convencional por Electrodo Soldadura MIG Soldadura con alambre tubular Soldadura TIG (no-critica) Descripción Generador de Soldadura Impulsado a Motor Bobcat 250 Diesel ™ MANUAL DEL OPERADOR www.MillerWelds.com...
-
Página 2: Desde Miller A Usted
Hoy, las personas que fabrican y venden los productos de Miller continúan la tradición. Ellos llevan el compromiso de Niels Miller a proveer equipo y servicio que iguala a los altos estandares de calidad y valor establecidos en 1929. -
Página 3: Tabla De Contenido
INDICE SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR ......1-1. Uso de símbolos . - Página 4 INDICE SECCIÓN 11 − DATOS DE RENDIMIENTO ........... . 11-1.
-
Página 5: Sección 1 − Precauciones De Seguridad − Lea Antes De Usar
SECCION 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1-1. Uso de símbolos rom_spa 3/05 Significa ¡Precaución! ¡Cuidado! ¡Hay peligros posibles con es- te procedimiento! Los peligros posibles se muestra en los sím- bolos anexos. Este grupo de símbolos significa ¡Precaución! ¡Cuidado! peligros posibles de Anota un mensaje especial de seguridad. -
Página 6: Peligros Del Motor
EL SOLDAR puede causar fuego o PARTES CALIENTES pueden causar explosión. quemaduras graves. Soldando en un envase cerrado, como tanques, tambores D No toque las partes calientes con la mano sin guante. o tubos, puede causar explosión. Las chispas pueden D Permita que haya un período de enfriamiento antes volar de un arco de soldar. -
Página 7: Peligros Del Aire Comprimido
D Use solo repuestos auténticos de Miller/ Hobart. 1-5. Símbolos adicionales para instalación, operación y mantenimiento EQUIPO CAYENDO puede causar CHISPAS QUE VUELAN pueden heridas. -
Página 8: California Proposición 65 Advertencia
D El usuario es responsable por tener un electricista calificada corregir cual- ELECTRICIDAD ESTATICA puede quiera interferencia causada resultando de la instalación. dañar a las tarjetas impresas de D Si la FCC (Comision Federal de Comunicación) le notifique que hay interfe- rencia, deja de usar el equipo al inmediato. - Página 9 Notes OM-217 455 Página 5...
-
Página 10: Sección 2 − Definiciones
SECCIÓN 2 − DEFINICIONES 2-1. Definiciones de los símbolos Rápido, (Marcha, Rápido/lento Detener el motor Lento (ralentí) Soldar/ potencia) (Run/Idle) Lea el manual Arranque el motor Amperios Voltios del operador Aceite del motor Combustible Batería (Motor) Motor Chequee espacio No cambie cuando Conexión Temperatura de las válvulas... -
Página 11: Sección 4 − Instalación
SECCIÓN 4 − INSTALACIÓN 4-1. Instalación del generador de soldadura Y No suelde en la base. El soldar en la base puede causar una explosión o incendio del tan- que de combustible. Sujete la Movimiento unidad con pernos usando los Y No levante la unidad huecos ya suministrados en la desde un extremo. -
Página 12: Dimensiones, Pesos Y Ángulos De Operación
4-2. Dimensiones, pesos y ángulos de operación Dimensiones 35-1/2 pulg. (902 mm) (a la Alto parte de arriba del escape) Ancho 20 pulg. (508 mm) Y No exceda los ángulos de inclinación por Y No exceda los ángulos de inclinación por- Profun- que pudiera dañarse al motor, o la unidad 53 pulg. -
Página 13: Activación De La Batería Cargada En Seco (Si Es Aplicable)
4-4. Activación de la batería cargada en seco (si es aplicable) Y Use siempre protector para la cara, guantes de caucho (hule) y ropa protectora cuando trabaje batería. Quite la batería de la unidad. Tapas del respiradero Electrolito de ácido sulfúrico (1,265 de gravedad específica) Agujero Llene cada celda con electrolito... -
Página 14: Visión General Y Chequeos Del Motor Antes De Arrancar
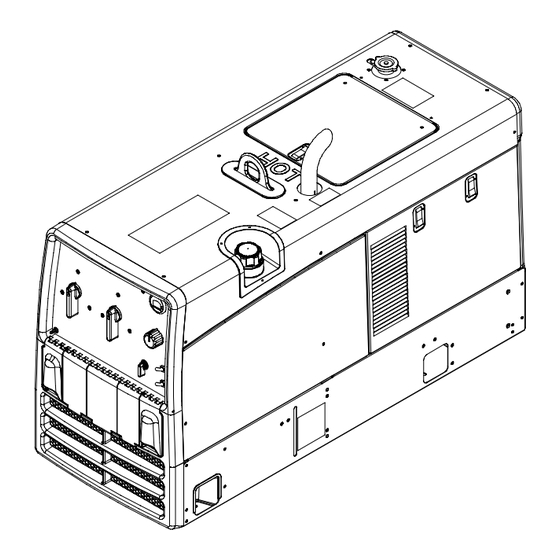
4-6. Visión general y chequeos del motor antes de arrancar Receptáculos de potencia del Tubo de escape 12 Botella para el exceso de combustible generador, (vea Sección 6) Tapa del radiador 13 Drenaje del aceite Bornes (terminales) de salida 14 Medidor del aceite Etiqueta de mantenimiento del motor de soldadura (vea Sección 4-7). -
Página 15: Parte Izquierda Del Motor
El motor debe estar frío y en una superficie Y Se muestra el motor con nivelada. Vea la etiqueta de mantenimiento las puertas quitadas. (Sección 8-2) para las especificaciones del Las puertas deben estar líquido. en su lugar cuando el Arranque el motor la primera vez: motor esté... -
Página 16: Conectando A Los Terminales De Salida De Soldadura
4-7. Conectando a los terminales de salida de soldadura Terminal de salida de soldadura del trabajo Terminal de salida de soldadura del electrodo Conecte el cable de trabajo al terminal de trabajo. Conecte el cable del portaelectrodos o el cable de soldar a terminal borne “Electrode”... -
Página 17: Seleccionar Tamaños De Cables De Soldadura
4-8. Seleccionar tamaños de cables de soldadura* Tamaño de cable de soldadura** y el total del cable (cobre) de longitud del circuito de soldadura que no exceda*** 150 pies 100 pies (30 m) pies pies pies pies pies o menos (45 m) (60 m) (70 m) -
Página 18: Sección 5 − Operación Del Generador De Soldadura
SECCIÓN 5 − OPERACIÓN DEL GENERADOR DE SOLDADURA 5-1. Interruptores para controlar el motor Tiempo de bujía incandescente ° ° 0 segundos F (21 ° ° 10 segundos F (0 ° ° −4 F (−20 20 segundos No use las bujías incandescentes por más de 20 segundos. -
Página 19: Controles De Salida De Soldadura
5-2. Controles de salida de soldadura Ref. 216 173-A Interruptor del proceso de salida de Control para ajuste grueso Control fino soldadura Use el control para seleccionar el amperaje de soldar (Stick/Tig) o el voltaje (Wire) dentro de No cambie cuando se esté soldando. No cambie cuando se esté... -
Página 20: Conexiones Típicas De Soldadura Convencional "Stick" Y De Control
5-3. Conexiones típicas de soldadura convencional “Stick” y de control Y Pare el motor. Esta sección da una guía general y es posible que no pueda satisfacer todas aplicaciones. Fijación típica para electrodo de 1/8 tipo 7018 > Fije el Interruptor del proceso de soldadura a la posición + “Stick”... -
Página 21: Conexiones Y Fijaciones Típicas Para Soldadura Mig
5-4. Conexiones y fijaciones típicas para soldadura MIG Y Pare el motor. Esta sección da una guía general y es posible que no pueda satisfacer todas las aplicaciones. Fijaciones del control típicas para transferencia corto circuito usando alambre sólido de 0,035 (ER70S-3) y mezcla de de gas de 75/25 Argón/CO >... -
Página 22: Conexiones De Mig Típicas Y Fijaciones Usando El Control De Soldadura Y La Pistola De Rollo De Alambre
5-5. Conexiones de MIG típicas y fijaciones usando el control de soldadura y la pistola de rollo de alambre Herramientas necesarias: 3/4 pulg. Trabajo No se usa Al trabajo Vista del lado izquierdo Ref. 804 249-A / Ref. 216 173-A / Ref. 802 750-A >... -
Página 23: Sección 6 − Operando El Equipo Auxiliar
SECCIÓN 6 − OPERANDO EL EQUIPO AUXILIAR 6-1. Receptáculos de potencia del generador Y Si la unidad no tiene receptáculos GFCI, use un cordón de extensión protegido por GFCI. Desconecte el equipo de los receptáculos auxiliares de potencia durante el arranque y al apagar el motor. -
Página 24: Instrucciones De Cableado Para El Enchufe Monofásico Opcional De 240 Voltios, (Nema 14-50P)
6-2. Instrucciones de cableado para el enchufe monofásico opcional de 240 Voltios, (NEMA 14-50P) Se puede cablear el enchufe para carga de 240 V, de 2 alambres, o uno de 3 alambres de 120/240V. Vea el diagrama de circuito. Enchufe cableado para carga Corriente disponible en amperios de 120/240 V, 3 alambres Cuando esté... -
Página 25: Sección 7 − Operando El Cargador Opcional De Baterías
SECCIÓN 7 − OPERANDO EL CARGADOR OPCIONAL DE BATERÍAS 7-1. Controles de cargar baterías Y Haga que sólo personas capacitadas car- guen baterías. Y No use el cargador de baterías para arran- car el motor. Y No use los receptáculos de potencia CA mientras esté... -
Página 26: Conexiones De Cables Para Cargar Baterías
7-3. Conexiones de cables para cargar baterías − Ref. 225 051-A / Ref. 804 397-A / S-0714 Y Pare el motor. Y Lea del “BCI” del manual de Instale los conectadores aptos en los servicio de la batería antes de extremos que quedan de los cables de Y No cargue una batería que tenga cargar. -
Página 27: Procedimiento Para Cargar Baterías
7-4. Procedimiento para cargar baterías En el ejemplo: Voltaje de la batería = 12 Voltios Capacidad CCA de la batería = 500 Corriente de cargar = 100 A (Vea Sección 7-2) Fijación de gama gruesa = 60 a 140 A Fijación de control V/A = 50% Fije el interruptor de proceso de Apague el interruptor... - Página 28 Notes OM-217 455 Página 24...
-
Página 29: Sección 8 − Mantenimiento Y Corrección De Averías
SECCIÓN 8 − MANTENIMIENTO Y CORRECCIÓN DE AVERÍAS 8-1. Mantenimiento rutinario Y Pare el motor antes de dar mantenimiento. Vea el Manual del Motor y Etiqueta de Recicle los líquidos Mantenimiento para información importante sobre arranque inicial, servicio, y almacenaje. Dé servicio del motor. -
Página 30: Etiqueta De Mantenimiento Y Actividades De Mantenimiento De Motor
8-2. Etiqueta de mantenimiento y actividades de mantenimiento de motor OM-217 455 Página 26... - Página 31 Y Detenga al motor y déjelo enfriar. Instale un filtro nuevo como se muestra. Añada refrigerante líquido al motor como sigue: Filtro del combustible Aceite y combustible Tapa del bastidor del termostato Reemplace el filtro según el manual del Válvula para drenar el aceite Quite la tapa del bastidor del termostato.
-
Página 32: Servicio Al Depurador De Aire
8-3. Servicio al depurador de aire Y Pare el motor. No haga funcionar el motor sin el depurador de aire o su elemento sucio. Daño al motor causado por usar un elemento dañado no está cubierto por la garantía. Se puede limpiar el elemento primario del depurador de aire pero la capacidad de sostener la suciedad se reduce con cada limpieza. -
Página 33: Ajuste De La Velocidad Del Motor
8-4. Ajuste de la velocidad del motor NÓTESE Si el motor no arranca o se detiene bien, verifique que el solenoide del combustible esté bien instalado antes de ajustar la velocidad del motor (Vea la Sección A que sigue). Si el motor no se queda en la velocidad de ralentí, verifique que el solenoide esté bien instalado y ajustado antes de ajustar la velocidad del motor (vea la Sección B que sigue). -
Página 34: Chequeo Del Solenoide Del Acelerador
B. Chequeo del solenoide del acelerador Y Pare el motor. Si el motor no se queda en la velocidad de ralentí, verifique que el solenoide del acelerador acoplamiento estén instalados correctamente. Ajuste de solenoide del acelerador Solenoide del acelerador Tuerca de trabar Enlace del solenoide Perno de hombro Palanca del acelerador... -
Página 35: Ajustes Para La Velocidad Del Motor
C. Ajustes para la velocidad del motor Antes de ajustar la velocidad del motor, verifique que el solenoide del acelerador esté instalado bien 2375−2450 rpm (vea Sección B en la página anterior). 39.6−40.8 Hz Ralentí Chequee velocidades tacómetro (vea la tabla). Si necesario, 3675−3750 rpm ajuste las velocidades como sigue: 61.3−62.5 Hz... -
Página 36: Protección Contra Sobrecargas
8-5. Protección contra sobrecargas Y Pare el motor. Herramientas necesarias: Cuando se abre un disyuntor o fusible, esto generalmente indica que existe un problema serio. Contacte un Agente de 3/8 in Servicio Autorizado de la Fábrica. Panel de componentes Fusible F1 F1 protege la bobina de excitar de soldadura de la sobrecarga. -
Página 37: Tablas De Corrección De Averías
8-6. Tablas de corrección de averías A. Soldadura Dificultad Remedio Salida de soldadura baja o no existente; Chequee las fijaciones del control. la salida de potencia del generador está bien en los receptáculos ca. Chequee las conexiones de soldadura. Chequee el fusible F1, y reemplácelo si está abierto (Vea Sección 8-5). Haga que un Agente de Servicio Autorizado por la Fábrica chequee los carbones, anillos resbaladizos, rectificadores integrados SR2 y SR3, y el rectificador principal SR1. - Página 38 Dificultad Remedio Potencia baja de salida en los Incremente el control fino a máx. receptáculos ca. Chequee el fusible F2, y reemplácelo si está abierto. (Vea Sección 8-5). Potencia de salida alta en los Chequee la velocidad del motor, y ajústela si fuera necesario. (Vea Sección 8-4). receptáculos ca.
-
Página 39: Piezas De Repuesto Recomendadas
Dificultad Remedio Periódicamente recargue la batería (aproximadamente cada 3 meses). Reemplace la batería. Chequee el regulador de voltaje según el manual del motor. El motor no regresa a la velocidad de Quite toda carga en potencia de soldadura y generación. ralentí... -
Página 40: Sección 9 − Diagramas Electricos
SECCIÓN 9 − DIAGRAMAS ELECTRICOS Ilustración 9-1. Diagrama de circuito para el generador de soldadura OM-217 455 Página 36... - Página 41 226 026-B OM-217 455 Página 37...
- Página 42 Ilustración 9-2. Diagrama de circuito para el generador de soldadura con potencia para arrancar (opcional) OM-217 455 Página 38...
- Página 43 224 735-B OM-217 455 Página 39...
-
Página 44: Sección 10 − Procedimiento De Arranque Inicial
SECCIÓN 10 − PROCEDIMIENTO DE ARRANQUE INICIAL run_in_D722 9/05 10-1. Tubo de escape (chimenea) mojado Generador de Soldadura Este motor no debería requerir procedimientos de arranque inicial. Ponga la unidad en servicio regular. Tubo de escape del motor La “chimenea” mojada, o el tubo de escape mojado es causado por combustible, que no se ha encendi- do, depositado en el tubo de esca-... -
Página 45: Sección 11 − Datos De Rendimiento
SECCIÓN 11 − DATOS DE RENDIMIENTO 11-1. Curvas del consumo de combustible 2.00 Consumo de combustible para soldadura 1.75 1.50 1.25 1.00 0.75 0.50 EN RALENTÍ 0.25 0.00 AMPERIOS DE SOLDADURA CD A 100% DE CICLO DE TRABAJO 2.00 Consumo de combustible para potencia auxiliar 1.75 1.50 1.25... -
Página 46: Curva De La Energía O Potencia Del Generador
11-2. Curva de la energía o potencia del generador La curva de potencia CA del generador muestra la potencia del generador que está disponible en los receptáculos. Amperios CA a 120 voltios Amperios CA a 240 Voltios 226 791-A 11-3. Ciclo de trabajo Ciclo de trabajo es el porcentaje de 10 minutos que la unidad puede soldar a la carga nominal sin reca-... -
Página 47: Curvas Voltio-Amperio Para Modo "Stick" (Convencional)
11-4. Curvas voltio-amperio para modo “stick” (convencional) La curva voltio-amperio demuestra la capacidad mínima y máxima normales en voltaje y amperaje del generador de soldar. Las curvas de otras selecciones caen entre las A. Modo CC/CD para “Stick” (convencional) curvas demostradas. Amperios CD Modo CC/CA para “STICK”... -
Página 48: Curva Voltio/Amperio Para Modo Mig
11-5. Curva voltio/amperio para modo MIG La curva voltio-amperio demuestra la capacidad mínima y máxima normales en voltaje y amperaje del generador de soldar. Las curvas de otras selecciones caen entre las curvas demostradas. Amperios CD 226 794-A OM-217 455 Página 44... -
Página 49: Sección 12 − Recomendaciones Para Preguntas Sobre Los Generadores De Potencia
SECCIÓN 12 − RECOMENDACIONES PARA PREGUNTAS SOBRE LOS GENERADORES DE POTENCIA NOTESE Las ilustraciones de esta sección representan a todos los generadores de soldadura impulsados a motor. Es posible que su unidad sea diferente de la que se muestra aquí. 12-1. -
Página 50: Cuánta Potencia Requiere El Equipo
12-3. Aterrizando la unidad cuando se da potencia a sistemas de construcción Terminal para Conectar a Tierra el Equipo Cable de Tierra GND/PE Use alambre de cobre de tamaño No.10 AWG o más grande. Dispositivo de Tierra Y Aterrice el generador al sis- tema de tierra si está... -
Página 51: Requerimientos Aproximados De Potencia Para Motores Industriales
12-5. Requerimientos aproximados de potencia para motores industriales Motores Industriales Capacidad Vatios para Arrancar Vatios para Funcionar Fase Dividida 1/8 HP 1/6 HP 1225 1/4 HP 1600 1/3 HP 2100 1/2 HP 3175 Arranque con Capacitador − Funcionamiento con 1/3 HP 2020 Inducción 1/2 HP... -
Página 52: Requerimientos Aproximados De Potencia Para Equipo De Contratista
12-7. Requerimientos aproximados de potencia para equipo de contratista Contratista Capacidad Vatios para Arrancar Vatios para Funcionar Taladro de Mano 1/4 pulg. 3/8 pulg. 1/2 pulg. Sierra Circular 6-1/2 pulg. 7-1/4 pulg. 8-1/4 pulg. 1400 1400 Sierra de Mesa 9 pulg. 4500 1500 10 pulg. -
Página 53: Potencia Requerida Para Arrancar Un Motor
12-8. Potencia requerida para arrancar un motor Código de Arranque de Motor AC MOTOR Amperaje de Funcionamiento VOLTS AMPS Caballaje del Motor CODE Voltaje del Motor PHASE Para encontrar el amperaje de arranque: Paso 1: Encuentre el código y use la tabla para encontrar el kVA/HP. -
Página 54: Conexiones Típicas Para Suministrar Potencia Auxiliar
12-10. Conexiones típicas para suministrar potencia auxiliar Y Instale y conecte a tierra este equipo de la forma correcta siguiendo las indicaciones del Manual del Usuario y de acuerdo con las normas nacionales, estatales y locales. Bréiqueres de Salida del Servicio de la Interruptor de circuito o inter-... -
Página 55: Seleccionando Los Cordones De Extensión (Usese El Cordón Más Corto Que Fuera Posible)
12-11. Seleccionando los cordones de extensión (usese el cordón más corto que fuera posible) Largos del cordón para cargas de 120 voltios Y Si la unidad no tiene receptáculos GFCI, use un alambre de extensión protegido por GFCI El Largo de Cordón Máximo Permitido en m. (pies) para un Conductor de Tamaño (AWG)* Corriente Carga (Vatios) (Amperios) -
Página 56: Sección 13 − Directivas Para Soldadura Convencional Por Electrodo (Smaw)
SECCIÓN 13 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 13-1. Procedimiento para soldadura convencional por electrodo Y La corriente de soldadura comienza cuando el electro- do toca la pieza de trabajo. Y La corriente de soldadura puede dañar partes electrónicas en vehículos. -
Página 57: Tabla De Selección De Electrodo Y Amperaje
13-2. Tabla de selección de electrodo y amperaje 3/32 6010 5/32 & 3/16 6011 7/32 6010 DEEP MIN. PREP, ROUGH 1/16 HIGH SPATTER 6011 DEEP 5/64 6013 EP,EN GENERAL 3/32 SMOOTH, EASY, 6013 7014 EP,EN FAST 5/32 3/16 LOW HYDROGEN, 7018 STRONG 7/32... -
Página 58: Posicionando El Porta Electrodos
13-5. Posicionando el porta electrodos ° ° ° ° Vista de un estremo del Vista lateral del angulo del angulo de trabajo electrodo SUELDAS DE RANURA ° ° ° ° Vista de un extremo del Vista lateral del angulo del angulo de trabajo electrodo SUELDAS DE FILETE... -
Página 59: Condiciones Que Afectan La Forma Del Cordón De Soldadura
13-8. Condiciones que afectan la forma del cordón de soldadura NOTESE A la forma del cordón de soldadura le afecta el ángulo del electrodo, el largo del arco, la velocidad de avance, y el grosor del material base. Angulo correcto °... -
Página 60: Uniones A Tope
13-10. Uniones a tope Soldaduras de sostén de unión No permita que los filos de una unión se junten antes que el elec- trodo llegue. Vaya haciendo unas soldaduras de unión sosteniendo la posición de los materiales antes de la soldadura final. Soldadura de una ranura cuadrada °... -
Página 61: Prueba De Soldadura
13-13. Prueba de soldadura Tornillo de banco Unión de soldadura Martillo Golpee la unión de soldadura en la dirección que se muestra. Una bue- na suelda se tuerce pero no se rom- 51-76 mm 51-76 mm (2 - 3 pulg) (2 - 3 pulg) 6,4 mm (1/4 pulg) -
Página 62: Soluciones A Problemas De Soldadura − Fusión Incompleta
13-16. Soluciones a problemas de soldadura − fusión incompleta Fusión Incompleta; el metal de soldadura no se ha fundido com- pletamente con el metal base o con el cordón de soldadura que precedía. Causas Posibles Acción Correctiva Inversión de calor insuficiente. Incremente el amperaje. -
Página 63: Soluciones A Problemas De Soldadura − Agujereando La Pieza De Metal
13-19. Soluciones a problemas de soldadura − agujereando la pieza de metal Agujereando la Pieza de Metal; el metal de soldadura se derrite completamente a través del metal base resultando en huecos donde no queda ningún metal. Causas Posibles Acción Correctiva Inversión de calor excesiva. - Página 64 Apuntes...
- Página 65 Apuntes...
- Página 66 Apuntes...
- Página 67 (Equipo equipo con el número de serie que comienza con las letras “LG” o más nuevo) Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya ¿Preguntas sobre la sea expresadas o supuestas.
-
Página 68: Archivo De Dueño
Poner una queja por perdida o daño duran- para: te el embarque. Por ayuda en registrar o arreglar una queja, comuníquese con su Distribuidor y/o el De- partamento de Transporte del Fabricante del equipo. © IMPRESO EN EE.UU. 2006 Miller Electric Mfg. Co. 2006−01...