Publicidad
Idiomas disponibles
Idiomas disponibles
Enlaces rápidos
Bedienungshandbuch
DE
Bedienfeld BasicPlus
Operation Manual
EN
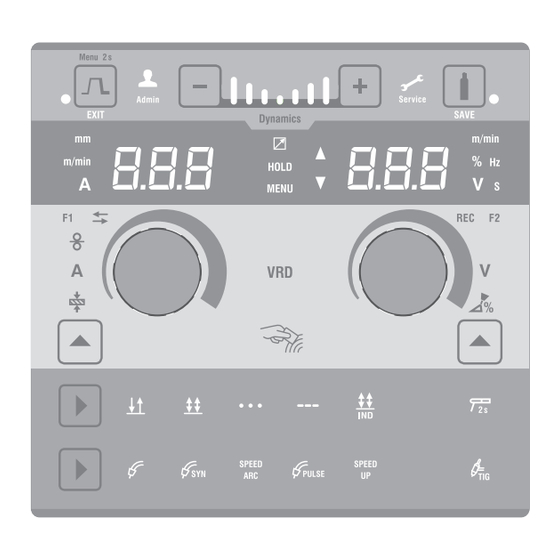
Control panel BasicPlus
Manual de instrucciones
ES
Panel de mando BasicPlus
Bedieningshandboek
NL
Bedienpaneel BasicPlus
Руководство пользователя
RU
Панель управления BasicPlus
PL
Podręcznik użytkownika
panelu obsługi BasicPlus
PT
Manual de utilização
Painel de comando BasicPlus
Manuel d'utilisation
FR
Panneau de commande BasicPlus
Návod k použití
CS
Ovládací panel BasicPlus
Manuale di istruzioni
IT
Quadro comandi BasicPlus
操作说明书
ZH
BasicPlus 操作面板
Kezelési utasítás
HU
BasicPlus vezérlés
Seite 2
Page 18
Lorch Schweißtechnik GmbH
Im Anwänder 24 - 26
Página 34
71549 Auenwald-Germany
Telefon:
Pagina 50
Telefax:
Internet:
E-Mail:
стр. 66
Strona 82
Página 98
Page 114
strana 130
Pagina 146
第 162 頁
176. oldal
+49 7191 503-0
+49 7191 503-199
www.lorch.eu
info@lorch.eu
909.3049.9-03
Publicidad
Capítulos

Manuales relacionados para LORCH Basic Plus

Resumen de contenidos para LORCH Basic Plus
- Página 1 Bedienungshandbuch Seite 2 Bedienfeld BasicPlus Operation Manual Page 18 Control panel BasicPlus Lorch Schweißtechnik GmbH Manual de instrucciones Im Anwänder 24 - 26 Página 34 Panel de mando BasicPlus 71549 Auenwald-Germany Telefon: +49 7191 503-0 Bedieningshandboek Pagina 50 Telefax: +49 7191 503-199...
- Página 2 © 2020, Lorch Schweißtechnik GmbH Diese Dokumentation einschließlich aller ihrer Teile ist urheberrechtlich geschützt. Jede Verwertung bzw. Veränderung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung der Lorch Schweißtechnik GmbH unzulässig und strafbar. Das gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
-
Página 3: Tabla De Contenido
Inhaltsverzeichnis Bedienfeld Basic Plus ....4 Nach dem Einschalten ....6 Hauptparameter . -
Página 4: Bedienfeld Basic Plus
Bedienfeld Basic Plus Bedienfeld Basic Plus Abb. 1: Bedienfeld Basic Plus LED Kraterfüllen LED Hold leuchtet bei gewählter Funktion Kraterfüllen. leuchtet nach Beenden eines Schweißprozesses. Die zuletzt geschweißte Stromstärke und Schweißspan- Taste Kraterfüllen/Menü/Exit nung wird in der 7-Segment Anzeige (A4 und A12) Kraterfüllen = Taste kurz drücken... - Página 5 Bedienfeld Basic Plus A13 LED Service A34 Taste Drahtvorschubgeschwindigkeit/Schweißstrom/ leuchtet im Servicefall, z.B. Kalibrierung erforderlich. Materialstärke dient zum Umschalten zwischen den Hauptparame- A14 Taste Gastest/Save tern Drahtvorschubgeschwindigkeit, Schweißstrom Taste kurz drücken startet den Gastest für 30 sec. und Materialstärke. Bei aktiviertem Menü, wird der eingestellte Parameter- Nur verfügbar bei Schweißverfahren Synergie oder...
-
Página 6: Nach Dem Einschalten
Menü Nebenparameter Nach dem Einschalten Brenner mit Fernbedienung Nach dem Einschalten startet das Gerät immer in dem zuletzt B1B2 B3 verwendeten Schweißverfahren. Start im Elektroden oder WIG Schweißverfahren Wurde das Gerät im Elektroden oder WIG Schweißverfahren beendet, so startet dies aus Sicherheitsgründen nach dem Einschal- ten im Standby-Modus des entsprechendem Schweißverfahren. -
Página 7: Schweißverfahren
Schweißverfahren Schweißverfahren Ein- Standard- Parameter Bereich heit wert Kann ein Schweißverfahren nicht ausge- wählt werden, so wurde bereits eine Material- Gasvorströmzeit 0,0...99,9 Draht-Gas-Kombination gewählt, für die kein Einschleichge- 0,5...25 Schweißprogramm im Gerät hinterlegt ist. Sie- schwindigkeit he „9 Bedienfeld Schweißprogramme“ auf Seite Start-Energie 50 (TIG) 10...200... -
Página 8: Menü Maschinen-Konfiguration
Menü Maschinen-Konfiguration Menü Maschinen-Konfiguration Elektrode Im Standard Elektroden Schweißverfahren steht ein universel- ‰ In diesem Menü können die Software-Versionsstände (Re- les Elektroden-Schweißprogramm zur Verfügung. vision) abgefragt, sowie Einstellungen an der Maschinen- Â Drücken Sie die Taste Betriebsart A33 für 2 sec. Konfiguration vorgenommen werden. -
Página 9: Start Menü (Customizing)
Start Menü (Customizing) Start Menü (Customizing) Das Start Menü stellt weitere Funktionen, Prozesse, Betriebsar- Code Parameter Bereich ten und Sonderprogramme zur Verfügung. Direkt nach Maschinenstart haben Sie die Möglichkeit mit Hilfe eines NFC geeigneten Bei PushPull Vorbereitung (Hardware) ist als Standard- und Ein- Mobiltelefons die Service Daten der Maschine stellwert nur 1 (analog PushPull) verfügbar. -
Página 10: Bedienfeld Schweißprogramme
Bedienfeld Schweißprogramme Bedienfeld Schweißprogramme Hinzufügen von Schweißverfahren/Betriebsar- ten (Upgrades) Â Erweitern Sie ggf. Ihr Schweißgerät mit einem weiteren Schweißverfahren. Lesen Sie hierzu über die NFC-Leseflä- che A43 die entsprechende NFC-Karte ein. Â Wählen Sie mit dem Drehknopf A41 den Code ASP aus. 9 Die belegbare LED Betriebsart blinkt. -
Página 11: Push Pull (Optional)
Push Pull (optional) ‰ Mit der Taste C4 können weitere Sonderprogramme (opti- Hierbei gilt: onal erhältlich) ausgewählt werden. – Niedriger Wert = Niedrige Geschwindigkeit – Hoher Wert = Hohe Geschwindigkeit Material C1 – Hat der Drahtvorschub des Push Pull Brenners FCAW M. -
Página 12: Schweißkreiswiderstandsmessung
NFC Funktionen 11.2 Deaktivieren der Schweißkreismessung  Drehen Sie innerhalb dieser 2 sec. weiter am Drehknopf A41.  Wählen Sie mit dem Drehknopf A41 den Code CLO aus. 9 In der 7-Segment-Anzeige links A4 wird der am Poti maxi-  Wählen Sie mit dem Drehknopf A44 den Code CLC aus. mal einstellbare Wert angezeigt und geändert. -
Página 13: Installieren Von Upgrade Oder Guthabenkarten Mit
NFC Funktionen Sollte die Installation einer Guthabenkarte nicht vollständig durchgeführt worden sein und ist das betroffene Gerät nicht mehr ver- Lorch Handbuch fügbar. So kann die gesperrte NFC-Karte an einem anderen Gerät wieder entsperrt werden. Allerdings wird hierbei das betroffene (mögli-... -
Página 14: Nfc-Upgrade Oder Guthabenkarte Entsperren
9 Die Karte wird entsperrt und um die fehlerhafte Installati- steuerung / Nur beobachten on entwertet. am Bedienfeld) Alternativ können Sie die gesperrte Karte dem WPS Welder Basic Lorch-Service zusenden um diese überprüfen (WPS Schweißer Basic) zu lassen. WPS Welder Advanced (WPS Schweißer fortgeschrit- ten) 12.4... -
Página 15: Job Funktion
Weitere Funktionen Job Funktion In einem Job werden sämtliche Parametereinstellungen zu ei- nem Schweißverfahren/Betriebsart abgespeichert. Job einlesen  Halten Sie die NFC-Karte mit dem gespeicherten Job an die NFC-Lesefläche des Geräts. 9 Der Schweißprozess und alle Parametereinstellungen wer- den vom Gerät übernommen. Das Schweißverfahren des Jobs muss ebenfalls auf dem zu übertragendem Schweißgerät zur Verfügung stehen. -
Página 16: Schaubilder Schweißverfahren
Schaubilder Schweißverfahren Schaubilder Schweißverfahren 15.1 MIG/MAG Manual 2-Takt und 15.3 MIG/MAG Manual 4-Takt und Kraterfüllen Kraterfüllen F = Hauptparameter Drahtvor- F = Hauptparameter Drahtvor- Spannung schubgeschwindigkeit schubgeschwindigkeit Spannung U = Hauptparameter Schweiß- U = Hauptparameter Schweiß- spannung spannung Draht Draht Brennertaster Brennertaster 15.2... -
Página 17: Mig/Mag Manual 4-Takt Ind Und Kraterfüllen
Schaubilder Schweißverfahren 15.5 MIG/MAG Manual 4-Takt IND und 15.6 MIG/MAG Synergie 4-Takt IND und Kraterfüllen Kraterfüllen F = Hauptparameter Drahtvor- F = Hauptparameter Drahtvor- schubgeschwindigkeit schubgeschwindigkeit Spannung Spannung U = Hauptparameter Schweiß- U = Hauptparameter Schweiß- spannung spannung Draht Draht Brennertaster Brennertaster 15.7... - Página 18 This documentation including all its parts is protected by copyright. Any use or modification outside the strict limits of the copyright law without the permission of Lorch Schweisstechnik GmbH is prohibited and liable to prosecution. This particularly applies to reproductions, translations, microfilming and storage and processing in electronic systems.
- Página 19 Table of Contents Control panel Basic Plus ....20 After switch-on ..... . . 22 Main parameters .
-
Página 20: Control Panel Basic Plus
Control panel Basic Plus Control panel Basic Plus Fig. 1: Control panel Basic Plus Crater filling LED Hold LED Lights up if the Crater filling function is selected Lights up at the end of a welding process. The most recently used current strength and welding voltage Crate filling/Menu/Exit button are displayed in the 7-segment display (A4 and A12). - Página 21 Control panel Basic Plus A13 Service LED A34 Wire feed speed/welding current/material thickness Lights up should servicing be needed, e.g. calibration button required. Used to switch over between the main parameters Wire feed speed, Welding current and Material thick- A14 Gas test/Save button ness.
-
Página 22: After Switch-On
Secondary parameters menu After switch-on Torch with remote control After switch-on, the device always starts in the most recently B1B2 B3 used welding process. Starting in Electrode or TIG welding process If the device was exited in the Electrode or TIG welding process, then, for safety reasons, it will start in the Standby mode of the appropriate welding method after switch-on. -
Página 23: Welding Process
Welding process Welding process Standard Parameter Units Range value If it is not possible to select a welding method, then a material/wire/gas combination has al- Gas pre-flow time 0.0...99.9 ready been selected, for which no welding pro- gramme is saved in the device. See “9 Welding Creep speed m/min 1.0 0.5...25... -
Página 24: Menu Machine Configuration
Menu Machine Configuration Menu Machine Configuration Electrode In the standard electrode welding process, a universal elec- ‰ In this menu, it is possible to recall software versions (revi- trode welding programme is available. sion) and make settings to the machine configuration. Â... -
Página 25: Startup Menu (Customizing)
Startup menu (Customizing) Startup menu (Customizing) The Startup menu contains additional functions, processes, Code Parameter Range operating modes and special programmes. As soon as the machine starts, you will be able to call up the machine service data using a Analogue PushPull direc- 0...1 NFC-compatible mobile phone and send it by... -
Página 26: Adding Welding Processes/Operating Modes (Upgrades)
Welding programmes control panel Welding programmes control Adding welding processes/operating modes (upgrades) panel1) Â If necessary, expand your welding device with an addition- al welding process. To do this, read in the appropriate NFC card using the NFC read surface A43. Â... -
Página 27: Push Pull (Optional)
Push Pull (optional) ‰ Other special programmes (optionally available) can be – If there is slip in the wire feed on the Push Pull torch, selected using the C4 button. or if the wire abrasion is too great, the speed of the Push Pull torch must be reduced Material C1 –... -
Página 28: Welding Circuit Resistance
NFC Functions Welding circuit resistance NFC Functions measurement NFC cards can be read in using the NFC read area. The following functions are available. Use the welding circuit resistance measurement function to compensate for the voltage drop e.g. with long hose packs. –... -
Página 29: Installation Of Upgrade Or Credit Cards With Tan
Lorch Handbuch NFC Functions Upgrade mit NFC- Karte 12.2 Installation of upgrade or credit cards with TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE Fig. 4: Installation of upgrade or credit cards with TAN :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20 909.3049.9-03 - 29 -... -
Página 30: Unlocking An Nfc Upgrade Or Credit Card
9 The card is unlocked and cancelled for the incorrect instal- (Robot control parameter lation. setting/for info only on user Alternatively, you can send the blocked card to interface.) the Lorch service department, in order to have WPS Welder Basic it checked. WPS Welder Advanced (WPS Welder Advanced) Welder Basic 12.4... -
Página 31: Job Function
Additional functions Job function In a job, all the parameter settings for a welding process/oper- ating mode are saved. Reading in a job  Hold the NFC card with the saved job against the NFC read area of the device. 9 The welding process and all the parameter settings are transferred to the device. -
Página 32: Welding Process Diagrams
Welding process diagrams Welding process diagrams 15.1 MIG/MAG Manual 2-stroke and crater 15.2 MIG/MAG Synergy 2-stroke and crater filling filling F = Main parameter, wire feed F = Main parameter, wire feed Voltage speed speed Voltage U = Main parameter, welding U = Main parameter, welding voltage voltage... -
Página 33: Mig/Mag Manual 4-Stroke Ind And Crater Filling
Welding process diagrams 15.5 MIG/MAG Manual 4-stroke IND and cra- 15.6 MIG/MAG Synergy 4-stroke IND and ter filling crater filling F = Main parameter, wire feed F = Main parameter, wire feed speed speed Voltage Voltage U = Main parameter, welding U = Main parameter, welding voltage voltage... - Página 34 La presente documentación, incluidas todas sus partes, está protegida por los derechos de autor. Cualquier utilización o modificación fuera de los límites de la ley sobre derechos de autor sin la autorización expresa de Lorch Schweißtechnik GmbH está prohibida y constituye un hecho punible.
- Página 35 Índice Panel de mando Basic Plus ... 36 Después de poner en funcionamiento 38 Parámetros principales ....38 Soplete con mando a distancia .
-
Página 36: Panel De Mando Basic Plus
Panel de mando Basic Plus Panel de mando Basic Plus Fig. 1: Panel de mando Basic Plus LED Relleno de cráter LED Hold se ilumina cuando está seleccionado el modo de fun- se ilumina tras finalizar un proceso de soldadura. La cionamiento Relleno de cráter. última potencia de corriente utilizada y la tensión de soldadura se visualizan en el indicador de 7 segmentos Tecla Relleno de cráter/Menú/Exit... - Página 37 Panel de mando Basic Plus A13 LED Servicio A32 Tecla Procedimiento de soldadura se ilumina en caso de servicio, p. ej. si se requiere cali- sirve para cambiar entre los procedimientos de sol- bración. dadura MIG/MAG, Synergie, así como con el procedi- miento de soldadura ampliable opcionalmente A26.
-
Página 38: Después De Poner En Funcionamiento
Menú Parámetros secundarios Después de poner en Soplete con mando a distancia funcionamiento B1B2 B3 Tras poner el equipo en funcionamiento, este se pone en mar- cha siempre con el procedimiento de soldadura utilizado por última vez. Inicio con los procedimientos de soldadura Elec- trodo o TIG Si el equipo se apagó... -
Página 39: Procedimiento De Soldadura
Procedimiento de soldadura Procedimiento de soldadura Uni- Valor Parámetro Rango estándar Si algún procedimiento de soldadura no puede seleccionarse, se ha escogido una combina- ción de material, hilo y gas, para la que no hay Tiempo de gas pre- 0,0...99,9 guardado ningún programa de soldadura en el flow equipo. -
Página 40: Automatización
Menú Configuración de máquinas  Pulse la tecla de procedimiento de soldadura A32 tantas Consulte el programa y el número de soldadura en la «Lista de veces como sea necesario, hasta que se ilumine el LED programas de soldadura» del equipo. SpeedUp correspondiente en A26. -
Página 41: Menú De Inicio (Customizing)
Menú de Inicio (customizing) Menú de Inicio (customizing) Parámetro Rango El menú de Inicio cuenta con más funciones, procesos, modos de funcionamiento y programas especiales. Justo después de poner en marcha la máquina, Standby OFF, 5, 10, 15, 30, tiene la opción de acceder a los datos de servi- 45, 60, 90, 120 min cio de la misma con ayuda de un teléfono móvil adecuado con NFC y de enviarlos después de... -
Página 42: Agregar Procedimientos De Soldadura/Modos De Funcionamiento (Actualizaciones)
Panel de mando de los programas de soldadura Panel de mando de los progra- Agregar procedimientos de soldadura/modos de funcionamiento (actualizaciones) mas de soldadura  En caso necesario, amplíe su equipo de soldadura con otro procedimiento de soldadura. Para ello, realice la lectura de la tarjeta NFC correspondiente mediante la superficie de lectura NFC A43. -
Página 43: Push Pull (Opcional)
Push Pull (opcional) ‰ Con la tecla C4 puede seleccionar otros programas espe- – Si el avance de hilo del soplete Push Pull resbala o si ciales (disponibles como opción). el desgaste del hilo es demasiado elevado, se debe disminuir la velocidad del soplete Push Pull Material C1 –... -
Página 44: Medición De La Resistencia Del Circuito De Soldadura
Funciones NFC ‰ El valor de ajuste mínimo del potenciómetro se limita en Se puede interrumpir el proceso de medición los procedimientos de soldadura Synergic y SpeedArc de- en cualquier momento pulsando la tecla Exit bido al programa de soldadura y en el procedimiento de A2 o girando el botón giratorio A41. -
Página 45: Instalación De Tarjetas De Actualización O De Prepago Con Tan
Lorch Handbuch Funciones NFC Upgrade mit NFC- Karte 12.2 Instalación de tarjetas de actualización o de prepago con TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE Fig. 4: Instalación de tarjetas de actualización o de prepago con TAN :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20... -
Página 46: Desbloqueo De Una Tarjeta De Actualización O De Prepago Nfc
(Especificación de los pará- metros de Control del robot/ Como alternativa, puede enviar la tarjeta blo- solo supervisar en el panel de queada al servicio técnico de Lorch para que mando) este la revise. Soldador WPS básico Soldador WPS avanzado 12.4... -
Página 47: Función Tarea
Otras funciones Función Tarea En una tarea se almacenan todos los ajustes de parámetros para un procedimiento de soldadura/modo de funcionamien- Lectura de tarea  Mantenga la tarjeta NFC, con la tarea almacenada, en la superficie de lectura NFC del equipo. 9 El equipo adopta el proceso de soldadura y todos los ajus- tes de parámetros. -
Página 48: Esquemas De Los Procedimientos De Soldadura
Esquemas de los procedimientos de soldadura Esquemas de los procedimientos de soldadura 15.1 MIG/MAG Manual 2 tiempos y relleno 15.2 MIG/MAG Synergie 2 tiempos y relleno de cráter de cráter F = Parámetro principal veloci- F = Parámetro principal veloci- Tensión dad de avance del hilo dad de avance del hilo... -
Página 49: Mig/Mag Manual 4 Tiempos Ind Y Relleno De Cráter
Esquemas de los procedimientos de soldadura 15.5 MIG/MAG Manual 4 tiempos IND y relle- 15.6 MIG/MAG Synergie 4 tiempos IND y re- no de cráter lleno de cráter F = Parámetro principal veloci- F = Parámetro principal veloci- dad de avance del hilo dad de avance del hilo Tensión Tensión... - Página 50 Deze documentatie is, inclusief alle onderdelen ervan, auteursrechtelijk beschermd. Elk gebruik resp. elke wijziging buiten de engere beperkingen van de auteurswet is zonder toestemming van Lorch Schweißtechnik GmbH verboden en strafbaar. Dat geldt in het bijzonder voor verveelvoudigen, vertalen, microverfilmen en het opslaan en verwerken in elektronische systemen.
- Página 51 Inhoudsopgave Bedieningspaneel Basic Plus ..52 Na het inschakelen ....54 Hoofdparameters ..... 54 Brander met afstandsbediening .
-
Página 52: Bedieningspaneel Basic Plus
Bedieningspaneel Basic Plus Bedieningspaneel Basic Plus Afb. 1: Bedieningspaneel Basic Plus LED 'Kratervullen' LED 'Wachten' licht op als de functie 'kratervullen' werd geselecteerd. licht op na het beëindigen van het lasproces. De laatst toegepaste stroomsterkte en lasspanning verschijnen toets 'Kratervullen/Menu/Verlaten' op de 7-segmentindicator (A4 en A12). - Página 53 Bedieningspaneel Basic Plus A13 LED 'Onderhoud' A33 toets 'Bedrijfsmodus' licht op bij behoefte aan onderhoud, zoals noodzake- is bedoeld om te kunnen omschakelen tussen de lijke kalibreren. bedrijfsmodi 'Twee stappen' , 'Vier stappen' , 'Puntéren' , 'Interval' , 'Vier stappen afzonderlijk' , evenals de lasme- A14 toets 'Gastest/Opslaan' thode 'Elektrode' .
-
Página 54: Na Het Inschakelen
Menu 'Secundaire parameters' Na het inschakelen Brander met afstandsbediening Na het inschakelen start het lasapparaat altijd volgens de B1B2 B3 laatst gebruikte lasmethode. Starten in elektrode-lasmethode of TIG-lasme- thode Werd het lasapparatuur afgesloten vanuit de elektrode-lasmethode of de TIG-lasmethode? Dan start het lasapparaat om redenen van vei- Afb. -
Página 55: Lasmethode
Lasmethode Lasmethode Kunt u een lasmethode niet selecteren? Dan Code Parameter Bereik werd er al een materiaal/lasdraad/gas-combi- natie geselecteerd waarvoor in het lasapparaat geen lasprogramma aanwezig is. Zie “9 Bedie- Duurtijd van het 0,0...99 ningspaneel ‘Lasprogramma’s’” op pagina 58. voorstromen van MIG/MAG Handmatig Insluipsnelheid m/min 1,0... -
Página 56: Menu 'MAchineconfiguratie
Menu 'Machineconfiguratie' Menu 'Machineconfiguratie' Elektrode Bij de lasmethode met standaardelektrode is een universeel ‰ Via dit menu kunt u de versienummers (revisienummers) elektroden-lasprogramma beschikbaar. van het programma oproepen. Ook kunt u via dit menu de  Druk 2 s lang op de toets A33 'Bedrijfsmodus' . machine configureren. -
Página 57: Startmenu (Customizing)
Startmenu (Customizing) Startmenu (Customizing) Het Startmenu verschaft meer functies, lasmethoden, bedrijfs- Code Parameter Bereik modi en bijzondere programma's. Direct na het starten van de machine heeft u de mogelijkheid om met behulp van een voor NFC Bij de PushPull-voorbereiding (hardware) is als standaard- en geschikte mobiele telefoon de servicegege- instelwaarde alleen 1 (analoge PushPull) beschikbaar. -
Página 58: Master-Reset
Bedieningspaneel 'Lasprogramma's' Bedieningspaneel Toevoegen van lasmethoden / bedrijfsmodi (op- waarderingen) 'Lasprogramma's'1) Â Breid zo nodig uw lasapparaat uit met nog meer lasmetho- den. Lees daartoe via NFC-leesveld A43 de desbetreffende NFC-kaart in. Â Selecteer via draaiknop A41 de code 'ASP' . Â... -
Página 59: Push Pull (Optioneel)
Push Pull (optioneel) ‰ Via toets C4 kunt u andere bijzondere programma's (opti- Daarbij geldt: oneel verkrijgbaar) selecteren. – Lage waarde = lage snelheid – Hoge waarde = hoge snelheid Materiaal C1 – De snelheid van de Push Pull brander moet worden FCAW M. -
Página 60: Lascircuitweerstandsmeting
NFC-functies 11.2 Deactiveren van de lascircuitmeting 9 De linker 7-segmentindicator A4 toont gedurende 2 s de door de potentiometer begrensde waarde van die hoofd- Â Selecteer via draaiknop A41 de code ‚CLO. parameters. Â Selecteer via draaiknop A44 de code ‚CLC‘ Â... -
Página 61: Installeren Van Upgrade- Of Tegoedkaarten Met Tan
Op die manier kan de geblokkeerde Lorch Handbuch NFC-kaart op een nader lasapparaat weer wor- den gedeblokkeerd. Overigens wordt hierbij het betrokken tegoed (van het wellicht niet Upgrade mit NFC- Karte correct geïnstalleerde tegoed) ongeldig ge-... -
Página 62: Deblokkeren Van Een Nfc-Upgradekaart Of Nfc-Tegoedkaart
/ Alleen bekijken op het wat betreft de mislukte installatie. bedienpaneel) Als alternatief kunt u de geblokkeerde kaart WPS Welder Basic toesturen naar de service-afdeling van Lorch (WPS Lasser Basic) om de kaart te laten inspecteren. WPS Welder Advanced (WPS Lasser gevorderden) Welder Basic 12.4... -
Página 63: Opdrachtfunctie
Overige functies Opdrachtfunctie In een opdracht worden alle parameterinstellingen voor een lasmethode/bedrijfsmodus opgeslagen. Inlezen van een opdracht  Houd de NFC-kaart met de daarop opgeslagen opdracht bij het NFC-leesveld van het lasapparaat. 9 Het lasapparaat neemt de lasmethode en alle parameter- instellingen over. -
Página 64: Voorbeelden Van Lasmethoden
Voorbeelden van lasmethoden Voorbeelden van lasmethoden 15.1 MIG/MAG Manual Twee stappen en kra- 15.2 MIG/MAG Synergie Twee stappen en ters vullen kraters vullen F = hoofdparameter 'Toevoers- F = hoofdparameter 'Toevoers- Spanning nelheid lasdraad' nelheid lasdraad' Spanning U = hoofdparameter 'Lasspan- U = hoofdparameter 'Lasspan- ning' ning'... -
Página 65: Mig/Mag Manual Vier Stappen Afzonderlijk En Kraters Vullen
Voorbeelden van lasmethoden 15.5 MIG/MAG Manual Vier stappen afzon- 15.6 MIG/MAG Synergie Vier stappen afzon- derlijk en kraters vullen derlijk en kraters vullen F = hoofdparameter 'Toevoers- F = hoofdparameter 'Toevoers- nelheid lasdraad' nelheid lasdraad' Spanning Spanning U = hoofdparameter 'Lasspan- U = hoofdparameter 'Lasspan- ning' ning'... - Página 66 авторских правах. Любое его использование или изменение за пределами жестко установленных границ закона об авторских правах без разрешения компании Lorch Schweißtechnik GmbH не допускается и преследуется по закону. Прежде всего, это относится к копированию, переводу, микрофильмированию, а также к сохранению и обработке в электронных системах.
- Página 67 Содержание Панель управления Basic Plus ..68 15.6 MIG/MAG синергия 4-тактовый индивидуальный и заполнение кратера ......81 После...
-
Página 68: Панель Управления Basic Plus
Панель управления Basic Plus Панель управления Basic Plus рис. 1: Панель управления Basic Plus Светодиод «Заполнение кратера» Светодиод «Дистанционный регулятор» Загорается при выбранной функции «Заполнение горит при подключенном дистанционном регуля- кратера». торе. Кнопка "Заполнение кратера"/Меню"/"Выход" Светодиод «Останов» Заполнение кратера = кратковременно нажать... - Página 69 Панель управления Basic Plus A12 7-сегментный индикатор справа A30 Светодиод "MIG/MAG ручной" Отображает выбранное сварочное напряжение, Горит при выбранном методе сварки "MIG/MAG коррекцию дуги или материал электрода. ручной" При активированном меню отображается значение A31 Светодиод "2-тактовый режим" вторичного параметра. Горит при выбранном режиме работы "2-тактовый...
-
Página 70: После Включения
Меню "Вторичные параметры" Горелка с дистанционным A45 Светодиод NFC active горит, когда панель управления готова к обмену управлением данными с мобильным телефоном. A46 LED F2 B1B2 B3 Горит, когда активен режим компенсации сопротив- ления сварочного контура. После включения После включения аппарат всегда запускается с последним использованным... -
Página 71: Метод Сварки
Метод сварки Метод сварки Если метод сварки невозможно выбрать, то Параметр уже выбрана комбинация материала, прово- локи и газа, для которой в аппарате нет сва- рочной программы. См. «9 Панель управле- Газ до сварки с от 0,0 до 99,9 ния «Сварочные программы»» на странице Скорость... -
Página 72: Меню Конфигурации Машины
Меню конфигурации машины TIG (опция) Â Подтвердите выбор с помощью кнопки Save (Сохра- нить) A14 В режиме TIG сварка выполняется посредством контакт- ного поджига с помощью горелки с вентилями и без пере- Â Отмените выбор с помощью кнопки Exit (Выход) A2. ключателей. -
Página 73: Стартовое Меню (Customizing)
Стартовое меню (Customizing) Стартовое меню (Customizing) В Стартовое меню имеются дополнительные функции, про- Код Параметр Диапазон цессы, режимы работы и специальные программы. Непосредственно после пуска машины есть возможность вызывать сервисные данные машины при помощи мобильного телефона, Сопротивление кабеля совместимого с NFC, и отправлять их после определенной... -
Página 74: Панель Управления "Сварочные Про
Панель управления "Сварочные программы" Панель управления "Свароч- Добавление методов сварки и режимов ра- боты (расширений) ные программы" Â При необходимости в систему управления сварочно- го аппарата можно добавить дополнительный метод сварки. Для этого поднесите соответствующую карту NFC к считывающей поверхности NFC A43. Â... -
Página 75: Push Pull (Опция)
Push Pull (опция) – ниже значение = ниже скорость Материал C1 – выше значение = выше скорость FCAW R. Порошковая проволока, рутил – Если подача проволоки горелки Push Pull проис- Железо (Ferrum) ходит с пробуксовкой или если износ проволоки слишком высокий, то скорость горелки Push Pull CrNi 307 Хром-никелевая... -
Página 76: Измерение Сопротивления Сварочно
Функции NFC 11.2 Деактивировать измерение свароч- Â В течение этих 2 секунд поверните дальше поворотную кнопку А41. ного контура 9 На 7-сегментном индикаторе A4 слева отображается и Â При помощи поворотной кнопки А41 выберите код изменяется максимально настраиваемое на потенцио- CLO. -
Página 77: Установка Расширения Или Балансовых Карт С Номером Транзакции (Tan)
Функции NFC Если установка балансовой карты выполне- на не полностью, а соответствующий аппа- Lorch Handbuch рат отсутствует, заблокированную карту NFC можно разблокировать на другом аппарате. Однако при этом удаляется соответствую- Upgrade mit NFC- Karte щий баланс (который, возможно, был уста- новлен... -
Página 78: Разблокировка Расширения Nfc Или Балансовой
В качестве альтернативы заблокированную верхности NFC A43 и подождите, пока на левом 7-сег- карту можно отправить на проверку в сер- ментном индикаторе A4 не появится код nFc, а на пра- висную службу Lorch. вом 7-сегментном индикаторе A12 — код oK. 12.4 Специальная программа... -
Página 79: Управление Пользователями
Другие функции Функция "Задание" 12.6 Управление пользователями Порядок работы на примере со сварочным надзором и В одном задании сохранены все настройки параметров пользователем WPS Basic. для какого-либо метода сварки/режима работы. Вход сварочного надзора в систему: Считывание задания Â Поднесите карту NFC сварочного надзора (уровень Â... -
Página 80: Диаграммы Методов Сварки
Диаграммы методов сварки Диаграммы методов сварки 15.1 MIG/MAG Manual 2-тактовый и запол- 15.3 MIG/MAG Manual 4-тактовый и запол- нение кратера нение кратера F = первичный параметр F = первичный параметр Напряжение "Скорость подачи "Скорость подачи Напряжение проволоки" проволоки" U = первичный параметр U = первичный... -
Página 81: И Заполнение Кратера
Диаграммы методов сварки 15.5 MIG/MAG Manual 4-тактовый индиви- 15.6 MIG/MAG синергия 4-тактовый инди- дуальный и заполнение кратера видуальный и заполнение кратера F = первичный параметр F = первичный параметр "Скорость подачи "Скорость подачи проволоки" проволоки" Напряжение Напряжение U = первичный параметр U = первичный... - Página 82 © 2020, Lorch Schweißtechnik GmbH Niniejsza dokumentacja łącznie z wszystkimi jej częściami jest chroniona prawem autorskim. Wszelkiego rodzaju przetwarzanie oraz zmiany wykraczające poza ścisłe granice prawa autorskiego są bez zgody firmy Lorch Schweißtechnik GmbH niedozwolone i podlega karze. Dotyczy to zwłaszcza powielania, tłumaczenia, sporządzania mikrofilmów oraz zapisywania w pamięci i przetwarzania w systemach elektronicznych.
- Página 83 Spis treści Panel obsługi Basic Plus ....84 15.6 MIG/MAG synergia 4-impulsowe IND i wypełnianie kraterów ......... 97 Po włączeniu .
-
Página 84: Panel Obsługi Basic Plus
Panel obsługi Basic Plus Panel obsługi Basic Plus ilustr. 1: Panel obsługi Basic Plus Dioda LED „Wypełnianie kraterów” Dioda „Hold” świeci się po wybraniu funkcji „Wypełnianie kraterów”. zapala się po zakończeniu procesu spawania. Ostatnio stosowane przy spawaniu natężenie prądu i napięcie Przycisk „Wypełnianie kraterów”/Menu/Exit... - Página 85 Panel obsługi Basic Plus A13 Dioda LED „Serwis” A34 Przycisk „Prędkość posuwu drutu/Prąd spawania/Gru- świeci, gdy wymagany jest serwis, np. kalibracja. bość materiału” służy do przełączania między parametrami głównymi: A14 Przycisk „Test gazu/Zapisz” prędkością posuwu drutu, prądem spawania i grubo- Nacisnąć...
-
Página 86: Po Włączeniu
Menu „Parametry dodatkowe” Po włączeniu Palnik ze zdalnym sterowaniem Po włączeniu urządzenie zawsze jest ustawione na ostatnią B1B2 B3 używaną metodę spawania. Rozruch w trybie „Elektroda” lub „TIG” Jeżeli urządzenie zostało wyłączone w trybie „Elektroda” lub „TIG”, ze względów bezpieczeń- stwa po włączeniu aktywuje się... -
Página 87: Metody Spawania
Metody spawania Metody spawania Parametr Zakres Jeżeli nie można wybrać danej metody spa- wania, to oznacza to, że wybrano kombinację materiału, drutu i gazu, dla której w urządzeniu Czas wst. wypływu 0,1...10 nie został zapisany program spawania. Patrz „9 gazu Panel obsługi programów spawania”... -
Página 88: Menu Konfiguracji Maszyny
Menu konfiguracji maszyny Menu konfiguracji maszyny Elektroda W standardowej metodzie spawania „Elektroda” dostępny jest ‰ W tym menu można odpytywać wersje oprogramowania uniwersalny elektrodowy program spawania. (revision) oraz dokonywać ustawień konfiguracji maszyny. Â Wcisnąć przycisk „Tryb pracy” A33 na 2 s. Â... -
Página 89: Menu Startowe (Customizing)
Menu startowe (Customizing) Menu startowe (Customizing) Menu startowe zawiera dalsze funkcje, procesy, tryby pracy i Parametr Zakres programy specjalne. Bezpośrednio po starcie maszyny możesz za pomocą telefonu komórkowego z obsługą NFC W wypadku przygotowania PushPull (wyposażenie sprzętowe) jako wartość standardowa i regulacyjna dostępna jest tylko war- otworzyć... -
Página 90: Master-Reset
Panel obsługi programów spawania Panel obsługi programów Dodawanie metod/trybów pracy spawania (roz- szerzenia) spawania  Ew. rozszerzyć spawarkę o inne metody spawania. W tym celu zbliżyć do czytnika NFC A43 odpowiednią kartę NFC.  Wybrać za pomocą pokrętła A41 kod ASP. Â... -
Página 91: Push Pull (Opcjonalnie)
Push Pull (opcjonalnie) ‰ Przyciskiem C4 można wybierać inne programy specjalne Obowiązuje przy tym: (dostępne opcjonalnie). – Mała wartość = mała prędkość. – Duża wartość = duża prędkość. Materiał C1 – Jeżeli posuw drutu palnika Push Pull ma poślizg albo FCAW M. -
Página 92: Pomiar Oporu Prądu Obwodu
Funkcje NFC 11.2 Dezaktywacja pomiaru obwodu prądu 9 Na lewym wyświetlaczu cyfrowym A4 wyświetlona zosta- nie i zmieniona maksymalna wartość do ustawienia na po- spawania tencjometrze. Â Wybrać za pomocą pokrętła A41 kod CLO. ‰ Minimalna wartość ustawienia na potencjometrze jest Â... -
Página 93: Tan
Lorch Handbuch Funkcje NFC Upgrade mit NFC- Karte 12.2 Instalacja aktualizacji lub kart wartościowych z TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE ilustr. 4: Instalacja aktualizacji lub kart wartościowych z TAN :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20 909.3049.9-03 - 93 -... -
Página 94: Odblokowanie Karty Wartościowej Lub Karty Aktualizacji Nfc
 Przyłożyć kartę użytkownika do czytnika NFC A43 tak dłu- Zamiast tego można wysłać zablokowaną kartę go, aż na wyświetlaczu cyfrowym z lewej A4 pojawi się kod do sprawdzenia w serwisie Lorch. nFc, a na wyświetlaczu cyfrowym z prawej A12 pojawi się kod oK. -
Página 95: Zarządzanie Użytkownikami
Pozostałe funkcje Funkcja zadania 12.6 Zarządzanie użytkownikami Zasada działania na przykładzie nadzoru spawalniczego i W zadaniu są zapisywane wszystkie ustawienia parametrów użytkownika WPS Basic. metody spawania/trybu pracy. Zalogowanie nadzoru spawalniczego: Wczytywanie zadania  Przytrzymać kartę NFC nadzoru spawalniczego (poziom  Przyłożyć kartę NFC z zapisanym zadaniem do czytnika uprawnień... -
Página 96: Ilustracje Metod Spawania
Ilustracje metod spawania Ilustracje metod spawania 15.1 MIG/MAG ręczne 2-impulsowe i wypeł- 15.3 MIG/MAG ręczne 4-impulsowe i wypeł- nianie kraterów nianie kraterów F = parametr główny: prędkość F = parametr główny: prędkość Napięcie posuwu drutu posuwu drutu Napięcie U = parametr główny: napięcie U = parametr główny: napięcie spawania spawania... - Página 97 Ilustracje metod spawania 15.5 MIG/MAG ręczne 4-impulsowe IND i 15.6 MIG/MAG synergia 4-impulsowe IND i wypełnianie kraterów wypełnianie kraterów F = parametr główny: prędkość F = parametr główny: prędkość posuwu drutu posuwu drutu Napięcie Napięcie U = parametr główny: napięcie U = parametr główny: napięcie spawania spawania...
- Página 98 Esta documentação, incluindo todas as suas partes, está protegida por direitos de autor. Qualquer utilização ou modificação além dos limites estreitos da lei do direito de autor é autorizada apenas com o consentimento da Lorch Schweisstechnik GmbH, caso contrário é considerado como ato criminoso.
- Página 99 Índice Painel de comando Basic Plus ..100 15.7 Eléctrodo ........113 15.8...
-
Página 100: Painel De Comando Basic Plus
Painel de comando Basic Plus Painel de comando Basic Plus Fig. 1: Painel de comando Basic Plus LED Enchimento de cratera LED Hold acende-se quando estiver seleccionada a função En- acende-se após a conclusão de um processo de sol- chimento de cratera. - Página 101 Painel de comando Basic Plus A13 LED Assistência A32 Botão Processo de soldadura acende-se em caso de necessidade de assistência, p. serve para alternar entre os processos de soldadura ex. necessária calibração. MIG/MAG, Sinergia e os opcionalmente expansíveis A26. A14 Botão Teste de gás/Save A33 Botão Modo de funcionamento...
-
Página 102: Depois De Ligar
Menu Parâmetro secundário Depois de ligar Tocha com comando à distância Depois de ligado, o aparelho arranca sempre no último pro- B1B2 B3 cesso de soldadura seleccionado. Arranque no processo de soldadura com eléc- trodo ou TIG Se o aparelho tiver sido encerrado no processo de soldadura Eléctrodo ou TIG, este é... -
Página 103: Processos De Soldadura
Processos de soldadura Processos de soldadura Uni- Valor stan- Parâmetro Limites dade dard Se não for possível seleccionar um processo de soldadura, já foi seleccionada uma combinação de material/fio/gás para a qual não existe um Tempo de pré-gás 0,0...99,0 programa de soldadura gravado no aparelho. Velocidade de rastejo m/min 1,0 0,5...25... -
Página 104: Menu Configuração Da Máquina
Menu Configuração da máquina Menu Configuração da máquina Eléctrodo No processo de soldadura com eléctrodos padrão, está dispo- ‰ Neste menu pode consultar a versão do software (revisão), nível um programa universal de soldadura com eléctrodo. bem como efectuar ajustes à configuração da máquina. Â... -
Página 105: Menu De Arranque (Customizing)
Menu de arranque (Customizing) Menu de arranque (Customizing) Código Parâmetro Limites O menu de arranque disponibiliza funções, processos, modos de funcionamento e programas especiais adicionais. Imediatamente depois de ligar a máquina, tem No caso de preparação para PushPull (Hardware), está disponível, a possibilidade de consultar os dados de servi- como valor de regulação standard, apenas 1 (PushPull analóg.). -
Página 106: Adicionar Processos De Soldadura/Modos De Funcionamento (Upgrades)
Painel de comando dos programas de soldadura Painel de comando dos progra- Adicionar processos de soldadura/modos de funcionamento (upgrades) mas de soldadura  Se necessário, amplie as funcionalidades do seu aparelho de soldadura com um processo de soldadura adicional. Para o efeito, efectue a leitura do respectivo cartão NFC através da superfície de leitura NFC A43. -
Página 107: Push Pull (Opcional)
Push Pull (opcional) ‰ Através do botão C4 é possível seleccionar programas es- – Valor elevado = Velocidade elevada peciais adicionais (disponíveis opcionalmente). – Se a alimentação do fio da tocha Push Pull tiver um deslize ou se o desgaste do fio for elevado, então a Material C1 velocidade da tocha Push Pull deve ser reduzida –... -
Página 108: Medição Da Resistência Do Circuito De
Funções NFC 11.2 Desativar a medição do circuito de ‰ O valor de ajuste mínimo no potenciómetro é limitado no processo de soldadura Synergic e SpeedArc pelo pro- soldadura grama de soldadura ou no processo de soldadura Manual  Com o botão rotativo A41, selecione o código CLO pelo ajuste mínimo do aparelho. -
Página 109: Com Tan
Funções NFC Caso a instalação de um cartão pré-pago não tenha sido concluída e se o aparelho em Lorch Handbuch questão já não tiver disponível, o cartão NFC bloqueado pode ser desbloqueado noutro aparelho. Contudo, o saldo afectado (e que Upgrade mit NFC- Karte possivelmente não foi instalado correctamen-... -
Página 110: Desbloquear Um Cartão Nfc De Actualização Ou
Comando do robô / Observar apenas no painel de Alternativamente, poderá enviar o cartão blo- comando) queado à assistência técnica da Lorch para o WPS Welder Basic mandar verificar. (WPS Soldador Basic) WPS Welder Advanced (WPS Soldador avançado) 12.4... -
Página 111: Função De Tarefa
Outras funções Função de tarefa Numa tarefa são guardadas todas as definições de parâmetros acerca de processo de soldadura/modo de funcionamento. Ler uma tarefa  Encoste o cartão NFC com a tarefa guardada à superfície de leitura NFC do aparelho. 9 O processo de soldadura e todas as definições dos parâ- metros são assumidas pelo aparelho. -
Página 112: Gráficos Dos Processos De Soldadura
Gráficos dos processos de soldadura Gráficos dos processos de soldadura 15.1 MIG/MAG Manual 2 ciclos e enchimento 15.2 MIG/MAG Sinergia 2 ciclos e enchimen- de cratera to de cratera F = Parâmetro principal Veloci- F = Parâmetro principal Veloci- Tensão dade de alimentação do fio dade de alimentação do fio Tensão... -
Página 113: Mig/Mag Manual 4 Ciclos Ind E Enchimento De Cratera
Gráficos dos processos de soldadura 15.5 MIG/MAG Manual 4 ciclos IND e enchi- 15.6 MIG/MAG Sinergia 4 ciclos IND e enchi- mento de cratera mento de cratera F = Parâmetro principal Veloci- F = Parâmetro principal Veloci- dade de alimentação do fio dade de alimentação do fio Tensão Tensão... - Página 114 Toutes les parties de ce document sont protégées par les droits d’auteur. Toute utilisation ou modification allant à l’encontre des dispositions légales sur le droit d’auteur sont interdites sans l’autorisation préalable de Lorch Schweißtechnik GmbH. Cela s’applique en particulier pour les reproductions, les traductions, les copies sur microfilm et l’enregistrement ou le traitement des contenus à...
- Página 115 Table des matières Panneau de commande Basic Plus . . . 116 15.7 Électrode ........129 15.8...
-
Página 116: Panneau De Commande Basic Plus
Panneau de commande Basic Plus Panneau de commande Basic Plus Fig. 1: Panneau de commande Basic Plus LED Remplissage des cratères LED Commande à distance Elle s'allume lorsque la fonction Remplissage des cra- Elle s'allume lorsque la commande à distance est acti- tères est sélectionnée. - Página 117 Panneau de commande Basic Plus A12 Afficheur 7 segments (droit) A31 LED Cycle à 2 temps Il affiche la tension de soudage sélectionnée, la correc- Elle s'allume lorsque le mode de fonctionnement Cycle tion de l'arc électrique ou le matériau d'électrode.
-
Página 118: Après La Mise Sous Tension
Menu Paramètres secondaires Après la mise sous tension Torche avec télécommande Après la mise sous tension, l'appareil démarre toujours avec le B1B2 B3 procédé de soudage utilisé en dernier. Démarrage avec les procédés de soudage à l'électrode ou TIG Si l'appareil s'est arrêté avec un procédé de soudage à... -
Página 119: Procédé De Soudage
Procédé de soudage Procédé de soudage Paramètres Unité Plage Si un procédé de soudage ne peut pas être sélectionné, cela signifie qu'une combinaison matériau-fil-gaz sans programme de soudage enregistré dans l'appareil a été choisie. Voir « 9 Temps pré-gaz 0,0...99,9 Panneau de commande : programmes de sou- Vitesse d'introduction m/min. -
Página 120: Kit Elektrodeplus (En Option)
Menu Configuration machines Menu Configuration machines Électrode Le procédé de soudage à l'électrode par défaut offre un pro- ‰ Ce menu permet de consulter les numéros de versions de gramme de soudage universel à l'électrode. logiciel (révision) et d'effectuer les réglages de Configura- Â... -
Página 121: Paramètres
Menu de démarrage (Customizing) Menu de démarrage (Customizing) Code Paramètres Plage Le menu de démarrage met à disposition d'autres fonctions, processus, modes de fonctionnement et programmes spé- ciaux. Niveau utilisateur lors de la 0...8 mise sous tension (visible La machine une fois démarrée, vous avez la uniquement à... -
Página 122: Panneau De Commande : Programmes
Panneau de commande : programmes de soudage Panneau de commande : pro- Ajout de procédés de soudage/modes de fonc- tionnement (mises à jour) grammes de soudage  Complétez le cas échéant votre appareil de soudage avec un nouveau procédé de soudage. À cette fin, lisez la carte NFC correspondante sur la zone de lecture NFC A43. -
Página 123: Pushpull (En Option)
PushPull (en option) ‰ À l'aide de la touche C4, d'autres programmes spéciaux – valeur basse = vitesse réduite (disponibles en option) peuvent être sélectionnés. – valeur haute = vitesse élevée – Si l'avance du fil du torche PushPull glisse ou si l'usure Matériau C1 du fil est trop importante, la vitesse du torche Push- Pull doit être réduite. -
Página 124: Mesure De Résistance Du Circuit De
Fonctions NFC 11.2 Désactivation de la mesure du circuit de 9 La valeur maximale autorisée par le potentiomètre s'af- fiche et est modifiée dans l'affichage 7 segments gauche soudage  À l‘aide du bouton rotatif A41, sélectionnez le code CLO. ‰... -
Página 125: Installation De Mise À Niveau Ou De Cartes Créditrices Avec Numéro De Transaction Tan
Le chenillard est alors affiché concerné n'est plus disponible, la carte NFC Lorch Handbuch et la carte NFC est bloquée pour d'autres appa- bloquée peut être à nouveau débloquée sur un reils. -
Página 126: Débloquer La Mise À Jour Ou La Carte Créditrice
7 segments gauche et oK sur l’afficheur 7 seg- Vous pouvez également envoyer la carte blo- ments droit. quée au S.A.V. Lorch pour la faire contrôler. 12.4 Programme spécial de mise à jour Désignation/fonction  Maintenez la carte NFC au niveau de la zone de lecture NFC A43. -
Página 127: Gestion Des Utilisateurs
Autres fonctions Fonction Tâche 12.6 Gestion des utilisateurs Fonctionnement illustré par un exemple avec superviseur de L'ensemble des réglages de paramètres pour un procédé de soudage et utilisateur soudeur DMOS débutant. soudage/mode de fonctionnement est enregistré dans une tâche. Connexion superviseur de soudage : Â... -
Página 128: Soudage
Graphiques des procédés de soudage Graphiques des procédés de soudage 15.1 Cycle à 2 temps MIG/MAG Manuel et 15.3 Cycle à 4 temps MIG/MAG Manuel et remplissage des cratères remplissage des cratères F = paramètre principal vitesse F = paramètre principal vitesse Tension du système d'avance de fil du système d'avance de fil... -
Página 129: Cycle À 4 Temps Ind Mig/Mag Manuel Et Remplissage Des Cratères
Graphiques des procédés de soudage 15.5 Cycle à 4 temps IND MIG/MAG Manuel 15.6 Cycle à 4 temps IND MIG/MAG Synergie et remplissage des cratères et remplissage des cratères F = paramètre principal vitesse F = paramètre principal vitesse du système d'avance de fil du système d'avance de fil Tension Tension... - Página 130 Tato dokumentace včetně všech jejích částí je chráněna autorským právem. Každé její zhodnocení resp. změna mimo úzký rámec Zákona o autorských právech je bez souhlasu společnosti Lorch Schweißtechnik GmbH nepřípustné a trestné. Platí to zejména pro rozmnožování, překlady, záznamy na mikrofilmy a pro ukládání a zpracování...
- Página 131 Obsah Ovládací panel Basic Plus ... . 132 15.7 Elektroda ........145 15.8...
-
Página 132: Ovládací Panel Basic Plus
Ovládací panel Basic Plus Ovládací panel Basic Plus obr. 1: Ovládací panel Basic Plus LED Vyplňování prohlubní LED Přidržení svítí při zvolené funkci vyplňování prohlubní. po ukončení procesu svařování svítí. Na 7segmen- tovém displeji (A4 a A12) se zobrazuje naposledy Tlačítko Vyplňování... - Página 133 Ovládací panel Basic Plus A13 LED Servis A34 Tlačítko Rychlost posuvu drátu / Svařovací proud / svítí v případě potřeby provedení servisního zásahu, Tloušťka materiálu např. kalibrace. slouží k přepínání mezi hlavními parametry Rychlost posuvu drátu, Svařovací proud a Tloušťka materiálu.
-
Página 134: Po Zapnutí
Nabídka Podružné parametry Po zapnutí Hořák s dálkovým ovládáním Po zapnutí se přístroj spouští vždy s naposledy použitou me- B1B2 B3 todou svařování. Spouštění s nastavenou metodou svařování Elektrody nebo TIG Pokud byl přístroj vypnut při nastavené meto- dě svařování Elektrody nebo TIG, po zapnutí se z bezpečnostních důvodů... -
Página 135: Metody Svařování
Metody svařování Metody svařování Nelze-li vybrat metodu svařování, znamená to, Parametr Rozsah že již byla vybrána kombinace materiálu, drá- tu a plynu, pro kterou v paměti přístroje není uložen žádný svařovací program. Viz „9 Ovlá- Předfuk plynu 0,1...10 dací panel se svařovacími programy“ na straně 138. -
Página 136: Nabídka Konfigurace Stroje
Nabídka konfigurace stroje Nabídka konfigurace stroje Elektroda Při použití standardní metody svařování pomocí elektrod je k ‰ V této nabídce se lze dotazovat na stav (revizi) verze soft- dispozici univerzální svařovací program. waru a rovněž provádět nastavení související s konfigurací Â... -
Página 137: Nabídka Přizpůsobení (Customizing)
Nabídka Přizpůsobení (Customizing) Nabídka Přizpůsobení (Customizing) Kód Parametr Rozsah Nabídka Přizpůsobení poskytuje další funkce, procesy, provoz- ní režimy a zvláštní programy. U přípravy PushPull (hardware) je k dispozici jako standardní a Ihned po spuštění stroje můžete pomocí mo- nastavená hodnota pouze 1 (analogový PushPull). bilního telefonu s ... -
Página 138: Ovládací Panel Se Svařovacími
Ovládací panel se svařovacími programy Ovládací panel se svařovacími Přidávání metod svařování / provozních režimů (rozšíření a aktualizace) programy1) Â Funkce své svářečky můžete případně rozšířit o další me- tody svařování. Za tím účelem načtěte odpovídající kartu NFC prostřednictvím čtecí plochy NFC A43. Â... -
Página 139: Push Pull (Volitelný Hořák)
Push Pull (volitelný hořák) ‰ Pomocí tlačítka C4 je možno vybírat další speciální progra- – Dochází-li při posuvu drátu hořáku Push Pull k proklu- my (volitelně dostupné). zu nebo k příliš velkému otěru drátu, je nutno snížit rychlost hořáku Push Pull Materiál C1 –... -
Página 140: Měření Svařovacího Okruhu
Funkce NFC Funkce NFC ‰ Minimální hodnota nastavitelná potenciometrem je ome- zena při použití metod svařování Synergic a SpeedArc sva- Prostřednictvím čtecí plochy NFC lze číst údaje uložené na kar- řovacím programem a při použití metody svařování Manu- tách NFC. al nastavením přístroje. -
Página 141: Instalace Aktualizace Nebo Karet S Kredity S Tan
Lorch Handbuch Funkce NFC Upgrade mit NFC- Karte 12.2 Instalace aktualizace nebo karet s kredity s TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE obr. 4: Instalace aktualizace nebo karet s kredity s TAN :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20 909.3049.9-03 - 141 -... -
Página 142: Kreditem
Read Only (Zadání parametrů Alternativně můžete zablokovanou kartu zaslat řízení robotu / Pouze sledování servisnímu středisku společnosti Lorch s žádos- na ovládacím panelu) tí o provedení její kontroly. WPS Welder Basic (WPS svářeč se základním oprávněním) 12.4... -
Página 143: Funkce Úlohy
Další funkce Budou-li tato omezení pro uživatelskou úro- veň WPS základní stále existovat i po vypnutí a opětovném zapnutí přístroje, je nutno nastavit úroveň oprávnění uživatele při zapnutí Con na hodnotu 2. Funkce úlohy V úloze se ukládají veškerá nastavení parametrů související s metodou svařování... - Página 144 Schémata znázorňující metody svařování Schémata znázorňující metody svařování 15.1 MIG/MAG ruční, 2taktové, s vyplňová- 15.2 MIG/MAG synergické, 2taktové, s vypl- ním prohlubní ňováním prohlubní F = hlavní parametr rychlosti F = hlavní parametr rychlosti Napětí posuvu drátu posuvu drátu Napětí U = hlavní...
- Página 145 Schémata znázorňující metody svařování 15.5 MIG/MAG ruční, 4taktové IND, s vyplňo- 15.6 MIG/MAG synergické, 4taktové IND, s váním prohlubní vyplňováním prohlubní F = hlavní parametr rychlosti F = hlavní parametr rychlosti posuvu drátu posuvu drátu Napětí Napětí U = hlavní parametr U = hlavní...
- Página 146 La presente documentazione, ivi incluse tutte le sue parti, è protetta dal diritto d’autore. Qualsiasi uso o modifica in violazione delle rigide norme sul diritto d’autore senza approvazione di Lorch Schweißtechnik GmbH sarà considerata illecita e perseguibile per legge. In particolare, non sono consentite riproduzioni, traduzioni, registrazioni su microfilm, memorizzazione ed elaborazione su sistemi elettronici.
- Página 147 Sommario Quadro comandi Basic Plus ..148 15.7 Elettrodo ........161 15.8...
-
Página 148: Quadro Comandi Basic Plus
Quadro comandi Basic Plus Quadro comandi Basic Plus Fig. 1: Quadro comandi Basic Plus LED Riempimento cratere LED Hold si accende quando si seleziona la funzione Riempi- si illumina al termine del processo di saldatura. L'ultima mento cratere. intensità di corrente e l'ultima tensione di saldatura... - Página 149 Quadro comandi Basic Plus A13 LED Assistenza A34 Tasto Velocità di avanzamento filo/corrente di saldatu- si accende in caso di assistenza, ad es. calibrazione ra/spessore materiale necessaria. serve a commutare tra i parametri principali Velocità di avanzamento filo, Corrente di saldatura e Spessore A14 Tasto Test del gas/Save materiale.
-
Página 150: Dopo L'aCcensione
Menu Parametri accessori Dopo l'accensione Cannello con telecomando Dopo l'accensione, l'apparecchio si avvia sempre nell'ultima B1B2 B3 procedura di saldatura utilizzata. Avvio nella procedura di saldatura Elettrodi o Se l'apparecchio è stato spento dopo aver uti- lizzato la procedura di saldatura Elettrodi o TIG, dopo l'accensione esso si porterà, per motivi di Fig. -
Página 151: Procedura Di Saldatura
Procedura di saldatura Procedura di saldatura Parametro Unità Intervallo Se non è possibile selezionare una procedura di saldatura, ciò significa che è stata seleziona- ta una combinazione materiale-filo-gas per la quale non esiste alcun programma di saldatura Tempo pre gas 0,0...99,9 nell'apparecchio. -
Página 152: Menu Configurazione Macchina
Menu Configurazione macchina Menu Configurazione macchina Elettrodo Nella procedura di saldatura Elettrodi standard è disponibile ‰ In questo menu è possibile consultare le versioni del sof- un programma di saldatura Elettrodi universale. tware (revisione) ed effettuare le impostazioni relative alla Â... -
Página 153: Menu Iniziale (Customizing)
Menu iniziale (Customizing) Menu iniziale (Customizing) Codice Parametro Intervallo Il Menu iniziale mette a disposizione altre funzioni, processi, modalità e programmi speciali. Subito dopo aver avviato la macchina si ha la In caso di predisposizione per PushPull (hardware), come valore possibilità... -
Página 154: Quadro Comandi Programmi Di
Quadro comandi programmi di saldatura Quadro comandi programmi di Aggiunta di procedure di saldatura/modalità (upgrade) saldatura1) Â Eventualmente è possibile potenziare la saldatrice con al- tre procedure di saldatura. A tal fine tenere la relativa sche- da NFC sulla superficie di lettura NFC A43. Â... -
Página 155: Push Pull (Opzionale)
Push Pull (opzionale) ‰ Con il tasto C4 è possibile selezionare altri programmi spe- Si applica quanto segue: ciali (disponibili in via opzionale). – Valore basso = velocità bassa – Valore alto = velocità elevata Materiale C1 – Se il dispositivo trainafilo del cannello Push Pull pre- FCAW M. -
Página 156: Misurazione Della Resistenza Del
Funzioni NFC 11.2 Disattivazione della misurazione del 9 Nell'indicatore a 7 segmenti di sinistra A4 viene mostrato e modificato il valore massimo impostabile con il poten- circuito di saldatura ziometro. Â Selezionare con la manopola A41 il codice CLO. ‰ Nelle procedure di saldatura Synergic e SpeedArc il valore Â... -
Página 157: Installazione Di Schede Prepagate O Di Schede Di Upgrade Con Tan
 Tenere nuovamente la scheda NFC sulla superficie di lettu- ra NFC per completare l'installazione. Se l'installazione di una scheda prepagata non Lorch Handbuch viene completata e l'apparecchio non è più di- sponibile, la scheda NFC bloccata può essere nuovamente sbloccata in un altro apparecchio. -
Página 158: Upgrade Nfc O Sblocco Della Scheda Prepagata
/ solo da to per l'installazione difettosa. osservare sul quadro comandi) In alternativa è possibile inviare la scheda bloc- WPS Welder Basic cata all'Assistenza Lorch a fini di verifica. (WPS saldatore basico) WPS Welder Advanced (WPS saldatore avanzato) Welder Basic (saldatore basico) 12.4... -
Página 159: Funzione Job
Altre funzioni Funzione Job In un job vengono salvate tutte le impostazioni dei parametri per una determinata procedura di saldatura/modalità. Lettura di un job  Tenere la scheda NFC con il job memorizzato sulla superfi- cie di lettura NFC dell'apparecchio. 9 Il processo di saldatura e tutte le impostazioni dei parame- tri saranno acquisiti dall'apparecchio. -
Página 160: Mig/Mag Manual A 2 Tempi E Riempimento Cratere
Grafici delle procedure di saldatura Grafici delle procedure di saldatura 15.1 MIG/MAG Manual a 2 tempi e riempi- 15.2 MIG/MAG Synergie a 2 tempi e riempi- mento cratere mento cratere F = parametro principale F = parametro principale Tensione Velocità avanzamento filo Velocità... -
Página 161: Tig
Grafici delle procedure di saldatura 15.5 MIG/MAG Manual a 4 tempi IND e riem- 15.6 MIG/MAG Synergie a 4 tempi IND e ri- pimento cratere empimento cratere F = parametro principale F = parametro principale Velocità avanzamento filo Velocità avanzamento filo Tensione Tensione U = parametro principale... - Página 162 Germany 电话: +49 7191 503-0 传真: +49 7191 503-199 网址: www.lorch.eu 电子邮箱: info@lorch.eu Lorch 下载端口 https://www.lorch.eu/service/downloads/ 在这里可以获得产品的其他技术文件。 文件编号 909.3049.9-03 发行日期 07.02.2020 Copyright © 2020, Lorch Schweißtechnik GmbH 本文件及其所有组成部分均受版权保护。若没有 Lorch Schweißtechnik GmbH 批 准,不允许在版权限制以外使用或更改,如有违反将受到相应惩罚。 尤其是指翻印、翻译、微型胶片录像和转存或处理为电子格式这些情况。 技术修改 我方设备处于持续发展状态,保留技术修改权利。 - 162 - 909.3049.9-03 02.20...
- Página 163 目录 Basic Plus 操作面板 ... 164 打开后 ..... . . 165 主要参数 ..... 165 带遥控器的焊炬...
-
Página 164: Basic Plus 操作面板
Basic Plus 操作面板 Basic Plus 操作面板 插图 1: Basic Plus 操作面板 焊口填充 LED 指示灯 电弧动力显示 在选定焊口填充功能时亮起 中间 = 100%: 按负号分级 = 70%, 40%, 10% 焊口填充/菜单/退出键 按正号分级 = 130%, 160%, 190% 焊口填充 = 短按键 附属参数菜单 = 长按键 2 秒 A10 参数值水平显示 机器配置菜单 = 长按键 5 秒... -
Página 165: 打开后
主要参数 A19 焊接电压 LED 指示灯 A43 NFC 读取区(Near Field Communication,近 可以用旋钮 A44 调节焊接电压/电弧长度 (V) 时亮 场通讯) 起。 用于 NFC 卡的读取和写入(可选)以及相关功 能。 A20 电弧长度 LED 指示灯 可以用旋钮 A44 调节电弧长度 (%) 时亮起。 A44 旋钮 A44 用于设置焊接电压和电弧长度这些主要参数以及电 A21 焊接电压/电弧长度键 极材料。菜单激活时用于设置参数值。 用于在主要参数焊接电压和电弧长度之间切换。 仅在协同焊或可选的其他焊接工艺时可供使用。 A45 NFC(近场通讯功能)激活 LED 指示灯 如果借助移动电话进行数据交换的操作面板已准备... -
Página 166: 带遥控器的焊炬
附属参数菜单 带遥控器的焊炬 参数 单位 标准值 范围 B1 B2 B3 前送气时间 0.1 - 99,9 初始送丝速度 0.5 - 25 启动能量 50 (TIG) 10 - 200 100 (MIG- MAG) 插图 2: PowerMaster 焊炬 125 (MMA) 焊炬显示器 启动送丝 0.5 - 25 主参数值及参数缩写显示器。(与 7 段显示器 A4 和... -
Página 167: 焊接工艺
焊接工艺 焊接工艺 Â 按下模式键 A33 2 秒。 9 电极焊接 LED 指示灯 A24 亮起,且右侧 7 段显示器 如果无法选择焊接工艺,那么已选定其焊 A12 中显示此电极焊接程序。 接程序未存储在设备中的材料-焊丝-气体 组合。参见 “9 焊接程序操作面板”,第 ‰ 电极焊接程序代码显示 3 秒,随后右侧 7 段显示 A12 169 页。 切换到电压显示。旋转旋钮 A44,显示重新切换回电 极焊接程序,并且可以设置。 手动 MIG/MAG 焊接 Â 用旋钮 A44 选择所需要的电极焊接程序。 手动 MIG/MAG 焊接工艺中将不根据焊接程序进行焊 ‰... -
Página 168: 机器配置菜单
机器配置菜单 机器配置菜单 标 ‰ 在此菜单中可以询问软件版本(修订),以及在机器 代码 参数 准 范围 配置上进行设置。 值  按下菜单键 A2 至少 5 秒(2 秒后附属参数菜单打 开,再过 3 秒机器配置菜单打开) 模拟推拉旋转方向 0 - 1 9 它们位于机器配置菜单中。 气体监控装置 0.0 - 25 l/min  用旋钮 A41 选择所需要的参数。 on...oFF 有两套不同气体监控系统可供使用。 气体流量监控: 标 在此可以设置最小气体流量。(0.0 = 气体流量监控功能已... -
Página 169: 调整菜单(Customizing)
焊接程序操作面板 调整菜单(Customizing) ‰ 以下焊接工艺可选配使用。 调整菜单提供其他功能、工艺、模式和特殊程序使用。 代码 焊接工艺 您 可 在 机 器 启 动 后 直 接 通 过 一 个 适 用 NFC(近场通讯功能)的移动电话调用机 器服务数据,并在输入电子邮件地址之后 SpeedArc 发送该数据。 Pulse SpeedUp  关闭电源的主电源开关。 表 5: 可选配存储的焊接工艺  一直按住菜单键 A2,用主开关 11 接通设备。  按下保存键 A14,确认焊接工艺。 或者... -
Página 170: 推拉式(可选
推拉式(可选) 推拉式(可选) 通过选择带有协同焊模式的焊接工艺来激 活焊接程序操作面板。在设备中已存储了 通过功能“焊炬/辅助传动机构”,可以在设备上运行推 该焊接工艺的焊接程序(特征曲线)。此 拉式焊炬/辅助传动机构。 焊接程序在这里可作为材料-焊丝-气体组 合使用。根据所选的焊接工艺可进行不同 10.1 推拉式准备装置(硬件) 的材料-焊丝-气体组合。 在工厂原装或者事后加装推拉式准备装置 Â 用按键 C1、C2 和 C3 选择所需要的,或焊接设备上 (硬件)时 配备的材料-焊丝-气体组合。 – 机器配置菜单的参数“PPn”(推拉式 按从左到右的顺序选择材料-焊丝-气体组 焊炬)下只有值 1(模拟推拉)可供使 合(材料 -> 焊丝 -> 气体)。 用 如果材料-焊丝-气体组合不完整(1 个或 2 – 必须为所连接的推拉式焊炬确定并设置 个 LED 指示灯亮起),最后选择的组合保 两个参数值... -
Página 171: 推拉式电位器焊炬
NFC 功能 10.3 推拉式电位器焊炬 11.1 禁用焊接回路测量 需要注意的是:在打开设备时,焊炬的电 Â 用旋钮 A41 选择代码 CLO。 位器不能处于最小状态。否则设备就不会 Â 用旋钮 A44 选择代码 CLC。 识别出电位器,电位器就不会起作用。 Â 按保存键 A14 确认。 建议对焊缝区域内不同的地方进行多次测 通过电位器可以调节送丝速度这一主要参数。在协同和 量,以排除错误测量的发生。 SpeedArc 焊接工艺中可以选择并显示焊接电流和材料 按下 Exit A2 键或者旋转旋钮 A41 便可随 强度这些主要参数。 时中断测量过程。 9 在左侧 7 段显示器 A4 中显示当前受电位器限制的数 激活测量模式期间不能进行焊接。... -
Página 172: 安装升级或预存卡有 Tan
Lorch Handbuch NFC 功能 Upgrade mit NFC- Karte 12.2 安装升级或预存卡有 TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE 插图 4: 安装升级或预存卡有 TAN 12.3 NFC升级或预存卡解除锁定 12.4 特殊程序升级 Â 将 NFC 卡放在 NFC 读取区 A43 上。 Â 将 NFC 卡放在 NFC 读取区 A43 上。 9 在 7 段显示器 A4 和 A12 中显示代码“Un Loc”。... -
Página 173: 用户等级
其他功能 注意已占用的特殊程序位置。 Â 设置所需要的材料-焊丝-气体组合、焊接工艺、主要 参数和附属参数。(对 WPS Basic 用户接受这些设 – 闪烁的特殊程序位置已被占用, 置值) – 持续发亮的特殊程序位置是空闲的。 WPS Basic 用户登录 Â 将 WPS Basic(用户等级 2)的 NFC 卡放在 NFC 读 Â 按保存键 A14 确认升级。 取区 A43 上至少放 3 秒。 如果选择了已被占用的特殊程序位置,那 9 在左侧 7 段显示器 A4 中出现代码 nFc。大约 3 秒 么... -
Página 174: 焊接工艺图表
焊接工艺图表 焊接工艺图表 15.1 2 步手动 MIG/MAG 焊接和焊口填充 15.2 2 步协同 MIG/MAG 焊接和焊口填充 F = 主要参数送丝速度 F = 主要参数送丝速度 电压 电压 U = 主要参数焊接电压 U = 主要参数焊接电压 焊丝 焊丝 气体 气体 焊炬键 焊炬键 15.3 4 步手动 MIG/MAG 焊接和焊口填充 15.4 4 步协同 MIG/MAG 焊接和焊口填充 F = 主要参数送丝速度 F = 主要参数送丝速度 电压 电压 U = 主要参数焊接电压 U = 主要参数焊接电压... -
Página 175: 特殊 4 步手动 Mig/Mag 焊接和焊口填充
焊接工艺图表 15.5 特殊 4 步手动 MIG/MAG 焊接和焊口 15.6 特殊 4 步协同 MIG/MAG 焊接和焊口 填充 填充 F = 主要参数送丝速度 F = 主要参数送丝速度 U = 主要参数焊接电压 U = 主要参数焊接电压 电压 电压 焊丝 焊丝 气体 气体 焊炬键 焊炬键 15.7 电极焊接 15.8 I = 主要参数焊接电流 I = 主要参数焊接电流 电流 电流 02.20 909.3049.9-03 - 175 -... - Página 176 © 2020, Lorch Schweißtechnik GmbH Ez a dokumentum – beleértve annak összes részét – szerzői jogi védelem alatt áll. A Lorch Schweißtechnik GmbH jóváhagyása nélkül a szerzői jogról szóló törvény szűk határain túlmenő bármilyen felhasználás vagy változtatás tilos és büntethető.
- Página 177 Tartalomjegyzék BasicPlus kezelőfelület ....178 Bekapcsolás után ....180 Főparaméterek .
-
Página 178: Basicplus Kezelőfelület
BasicPlus kezelőfelület BasicPlus kezelőfelület ábr. 1: BasicPlus kezelőfelület Kráterfeltöltés LED Távvezérlő LED Akkor világít, ha ki van választva a kráterfeltöltés funk- Akkor világít, ha a géphez távvezérlő van csatlakoztat- ció. Kráterfeltöltés/Menü/Kilépés gomb Hold funkció LED jelzőfénye Kráterfeltöltés = Nyomja meg röviden a gombot A hegesztési folyamat befejezése után világít. - Página 179 BasicPlus kezelőfelület A13 Szerviz LED A33 Üzemmód gomb Akkor világít, ha valamilyen szervizművelet, pl. kalibrá- A 2 taktusú, 4 taktusú, ponthegesztési, intervallum, 4 lás szükséges. taktusú egyéni (IND) és üzemmódok, valamint az elekt- ródás hegesztési eljárás közötti átkapcsolásra szolgál. A14 Gázteszt/Mentés gomb A34 Huzal-előtolási sebesség/hegesztőáram/anyagvastag- A gomb rövid megnyomására a gázteszt 30 mp-re elindul.
-
Página 180: Bekapcsolás Után
Mellékparaméter menü Bekapcsolás után Távvezérlős pisztoly Bekapcsolás után a készülék mindig az utoljára használt he- B1B2 B3 gesztési módban indul el. Elektródás vagy AWI hegesztés esetén Ha a készüléket az elektródás vagy AWI he- gesztési módban állították le, akkor biztonsági megfontolásokból a bekapcsolást követően a megfelelő... -
Página 181: Hegesztési Eljárások
Hegesztési eljárások Hegesztési eljárások Tarto- Kód Paraméter Alapérték Ha valamelyik hegesztési eljárás nem választ- mány ható ki, akkor már kiválasztottak egy olyan anyag-huzal-gáz kombinációt, amelyhez nem Gáz előáramlási ideje mp 0,0...99,9 tartozik hegesztési program a készülék memó- Ívgyújtás előtti 0,5...25 riájában. -
Página 182: Gépkonfiguráció Menü
Gépkonfiguráció menü Gépkonfiguráció menü Elektródás hegesztés A normál elektródás hegesztési módban egy univerzális elekt- ‰ Ebben a menüben lehet lekérdezni a szoftver verziószá- ródás hegesztési program használható. mát (verzió), illetve itt végezhetők el a gépkonfiguráción  Nyomja meg az A33-as jelű Üzemmód gombot 2 mp-ig. beállításai. -
Página 183: Indítási (Customizing) Menü
Indítási (Customizing) menü Indítási (Customizing) menü Kód Paraméter Tartomány A Indítási menü további funkciókat, folyamatokat, üzemmó- dokat és különleges programokat bocsát a felhasználó rendel- kezésére. PushPull előkészítés esetén (hardver) normál és beállítási érték- ként csak az 1-es (analóg PushPull) érték áll rendelkezésre. Közvetlenül a gép indítása után lehetősége van Ha a PushPull funkció... -
Página 184: Hegesztési Programok
A hegesztési programok kezelőfelülete A hegesztési programok Új hegesztési eljárások/üzemmódok hozzáadá- sa (bővítés) kezelőfelülete1) Â Adott esetben bővítse a hegesztőkészülékét további he- gesztési eljárásokkal. Ehhez olvassa be az A43-as jelű NFC- olvasó felülettel a megfelelő NFC-kártyát. Â Az A41-es jelű forgatógombbal válassza ki az ASP kódot. Â... -
Página 185: Push Pull (Opcionális)
Push Pull (opcionális) ‰ A C4-es jelű gombbal további (opcióként elérhető) külön- – alacsony érték = alacsony sebesség leges programok választhatók ki. – magas érték = magas sebesség – Ha a Push Pull pisztoly huzal-előtolása csúszik, vagy Anyag (C1) túl erős a huzal kopása, akkor a Push Pull pisztoly sebességét csökkenteni kell FCAW M. -
Página 186: Hegesztőkör Ellenállásnak Mérése
NFC-funkciók NFC-funkciók ‰ A Synergic és SpeedArc hegesztési programokban a potméterrel beállítható minimális értéket a hegesztési Az NFC-olvasó felületen keresztül NFC-kártyák olvashatók be. program, ill. a Manuális programban a készülék minimális A következő funkciókat lehet velük elvégezni: beállítása korlátozza. – Hegesztési eljárások és hegesztési programok, kü- ‰... -
Página 187: Nal
Lorch Handbuch NFC-funkciók Upgrade mit NFC- Karte 12.2 Frissítések vagy egyenlegkártyák telepítése TAN-nal http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE ábr. 4: Frissítések vagy egyenlegkártyák telepítése TAN-nal :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20 909.3049.9-03 - 187 -... -
Página 188: Feloldása
9 A kártya zárolása feloldódik, és a rendszer a hibás telepítés WPS Welder Basic miatt érvényteleníti a kártyát. (WPS hegesztő, alapszintű) A zárolt kártyát a Lorch szervizbe is elküldheti WPS Welder Advanced ellenőrzés céljából. (WPS hegesztő, haladó) Welder Basic (hegesztő, alapszintű) -
Página 189: Feladatfunkció
További funkciók Feladatfunkció Egy feladatban egy adott hegesztési eljáráshoz/üzemmódhoz tartozó összes paraméterbeállítás eltárolható. Feladat beolvasása  Tartsa az elmentett feladatot tartalmazó NFC-kártyát a ké- szülék NFC-olvasó felületéhez. 9 A készülék átveszi a hegesztési műveletsort és az összes paraméterbeállítást. A feladathoz tartozó hegesztési eljárásnak az átvinni kívánt hegesztőkészüléken is rendelke- zésre kell állnia. -
Página 190: Hegesztési Eljárások Diagramjai
Hegesztési eljárások diagramjai Hegesztési eljárások diagramjai 15.1 kézi MIG/MAG, 2 taktusú, 15.2 szinergikus MIG/MAG, 2 taktusú, kráterfeltöltéssel kráterfeltöltéssel F= huzal-előtolási sebesség F= huzal-előtolási sebesség Feszültség főparaméter főparaméter Feszültség U= hegesztési feszültség U= hegesztési feszültség főparaméter főparaméter Huzal Huzal Gáz Gáz Pisztolygomb Pisztolygomb 15.3... -
Página 191: Kézi Mig/Mag, 4 Taktusú, Ind És Kráterkitöltés
Hegesztési eljárások diagramjai 15.5 kézi MIG/MAG, 4 taktusú, IND és 15.6 szinergikus MIG/MAG, 4 taktusú, IND és kráterkitöltés kráterkitöltés F= huzal-előtolási sebesség F= huzal-előtolási sebesség főparaméter főparaméter Feszültség Feszültség U= hegesztési feszültség U= hegesztési feszültség főparaméter főparaméter Huzal Huzal Gáz Gáz Pisztolygomb Pisztolygomb... - Página 192 Lorch Schweißtechnik GmbH Im Anwänder 24 - 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 info@lorch.eu www.lorch.eu...