
Manuales relacionados para EWM L1.01 - Expert 2.0

Resumen de contenidos para EWM L1.01 - Expert 2.0
- Página 1 Manual de instrucciones Control L1.01 - Expert 2.0 L1.02 - Expert 2.0 099-00L100-EW504 ¡Tenga en cuenta los documentos de sistema adicionales! 05.10.2016...
- Página 2 +49 2680 181-0. En la página www.ewm-group.com, encontrará una lista de los distribuidores autorizados. La responsabilidad relacionada con la operación de este equipo se limita expresamente a su funcionamiento.
-
Página 3: Tabla De Contenido
Índice Notas sobre la utilización de este manual de instrucciones Índice 1 Índice ............................... 3 2 Para su seguridad ..........................5 Notas sobre la utilización de este manual de instrucciones ............5 2.1.1 Definición de símbolo ..................... 6 Parte de la documentación general ....................7 3 Utilización de acuerdo a las normas .................... -
Página 4: Índice
Vista general de parámetros, indicaciones de ajuste ..............66 8.1.1 Soldadura MIG/MAG ....................66 8.1.2 Soldadura TIG ......................67 8.1.3 Soldadura MMA ......................68 9 Anexo B ..............................69 JOB-List............................69 10 Anexo C ..............................77 10.1 Vista general de las sedes de EWM .................... 77 099-00L100-EW504 05.10.2016... -
Página 5: Para Su Seguridad
Para su seguridad Notas sobre la utilización de este manual de instrucciones Para su seguridad Notas sobre la utilización de este manual de instrucciones PELIGRO Procedimientos de operación y trabajo que hay que seguir estrictamente para descartar posibles lesiones graves o la muerte de personas. •... -
Página 6: Definición De Símbolo
Para su seguridad Notas sobre la utilización de este manual de instrucciones 2.1.1 Definición de símbolo Símbol Descripción Símbol Descripción Particularidades técnicas que el usuario Accionar y soltar/tocar/pulsar debe tener en cuenta. Desconectar el aparato Soltar Conectar el aparato Accionar y mantener presionado Conmutar Incorrecto Girar... -
Página 7: Parte De La Documentación General
Para su seguridad Parte de la documentación general Parte de la documentación general Este manual de instrucciones forma parte de la documentación general y solo es válido en relación con todos los documentos parciales. Lea y observe los manuales de instrucciones de todos los componentes del sistema, en particular, las advertencias de seguridad. -
Página 8: Utilización De Acuerdo A Las Normas
Utilización de acuerdo a las normas Utilización y funcionamiento exclusivamente con los siguientes aparatos Utilización de acuerdo a las normas ADVERTENCIA ¡Peligros por uso indebido! Este aparato se ha fabricado de acuerdo con el estado de la técnica, así como con las regulaciones y normas para su utilización en muchos sectores industriales. -
Página 9: Documentación Vigente
Utilización de acuerdo a las normas Documentación vigente Documentación vigente • Manuales de instrucciones de las máquinas de soldadura conectadas • Documentos sobre las ampliaciones opcionales Variantes de aparatos Control del equipo Expert 2.0 Expert 2.0 LG Expert 2.0 WLG de soldadura Descripción sin conexión a red... -
Página 10: Guía De Referencia Rápida
Guía de referencia rápida Panel de control – elementos funcionales Guía de referencia rápida Panel de control – elementos funcionales Figura 4-1 Símbolo Descripción Pulsador de sistema Para visualizar y configurar los ajustes del sistema > Véase capítulo 5.4. Pantalla del aparato Pantalla gráfica del aparato para representar todas las funciones, menús, parámetros y sus valores >... -
Página 11: Símbolos De Pantalla
Guía de referencia rápida Panel de control – elementos funcionales Símbolo Descripción Pulsador Arc Este pulsador tiene doble función: • Situación de salida de pantalla principal: Cambio del proceso de soldadura en función de la combinación elegida de materiales, de gases y de materiales adicionales. - Página 12 Guía de referencia rápida Panel de control – elementos funcionales Símbolo Descripción Puede tratarse de un nivel previo a la avería. Red local conectada por cable (LAN) Red inalámbrica local (WiFi) Usuario registrado Esta acción no es posible. Verifique las prioridades Xbutton-Inscripción XbuttonBaja Dinámica del arco voltaico...
-
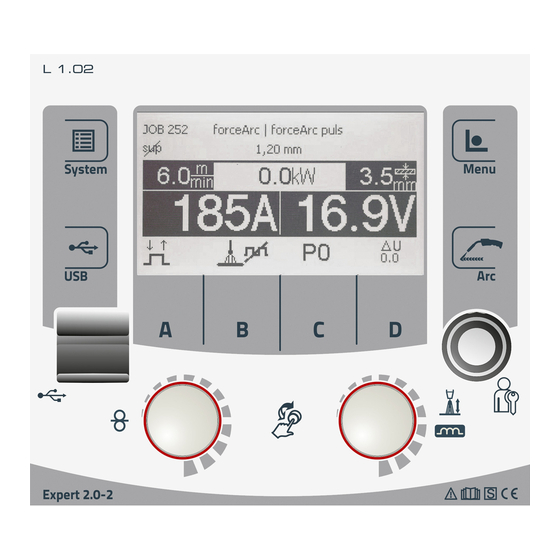
Página 13: Pantalla Del Aparato
Guía de referencia rápida Panel de control – elementos funcionales 4.1.2 Pantalla del aparato La pantalla del aparato muestra toda la información que el usuario necesita en forma de texto y/o de gráfico. 4.1.2.1 Valores reales, valores teóricos, valores medios Parámetro antes de la durante la soldadura... -
Página 14: Variantes Pantalla Principal
Guía de referencia rápida Panel de control – elementos funcionales 4.1.3.1 Variantes pantalla principal Tipo de pantalla principal 1 Tipo de pantalla principal 2 (preajustada de fábrica) Tipo de pantalla principal 3 Figura 4-3 La selección de la variante correspondiente (tipo de pantalla principal) se realiza en el menú Configuración del aparato (Sistema) >... -
Página 15: Ajustes Básicos Para El Funcionamiento Con Dos Alimentadores De Hilo (P10)
Guía de referencia rápida Panel de control – elementos funcionales 4.1.4.1 Ajustes básicos para el funcionamiento con dos alimentadores de hilo (P10) Este ajuste solo está disponible o es necesario en los siguientes supuestos: • el control se encuentra en el alimentador de hilo; •... -
Página 16: Manejo Del Control Del Aparato
Manejo del control del aparato Botón de control central Manejo del control del aparato El manejo primario se realiza con el botón de control central bajo la pantalla del aparato. Seleccione la opción de menú correspondiente girando (navegar) y pulsando (confirmar) el botón de control central. -
Página 17: Configuración Del Aparato (Sistema)
Manejo del control del aparato Configuración del aparato (sistema) Configuración del aparato (sistema) En el menú, System el usuario puede realizar la configuración básica del aparato. Inicio del menú: Figura 5-1 5.4.1 Modo de ahorro energético (Standby) El modo de ahorro energético puede activarse de tres formas distintas: 1. -
Página 18: Autorización De Acceso (Xbutton)
Manejo del control del aparato Configuración del aparato (sistema) 5.4.2 Autorización de acceso (Xbutton) El sistema de soldadura dispone de dos alternativas para bloquear los parámetros de soldadura frente a un acceso no autorizado o de un ajuste accidental: 1 Conmutador de llave (según la versión del aparato). En la posición de llave 1, todas las funciones y parámetros pueden ajustarse de forma ilimitada. -
Página 19: Información De Estado
Manejo del control del aparato Configuración del aparato (sistema) 5.4.3 Información de estado En este menú, el usuario puede informarse sobre los avisos y los fallos actuales del sistema. 5.4.3.1 Errores y avisos Figura 5-3 Símbolo Descripción Número de error > Véase capítulo 7.2 Símbolos de error ------- Aviso (nivel previo a la avería) -------- Avería (se detiene el proceso de soldadura) -
Página 20: Ajustes De Sistema
Manejo del control del aparato Configuración del aparato (sistema) 5.4.4 Ajustes de sistema Aquí el usuario puede realizar ajustes avanzados en el sistema. 5.4.4.1 Fecha Opción de menú/Parámetro Valor Observaciones Año: 2014 Mes: Día: Formato de fecha: DD/MM/AAAA AAAA/MM/DD 5.4.4.2 Hora Opción de menú/Parámetro Valor... -
Página 21: Parámetro Especial
Manejo del control del aparato Configuración del aparato (sistema) 5.4.4.4 Parámetro especial Los parámetros especiales del control del alimentador de hilo se utilizan para una configuración específica del cliente de las funciones del aparato. El número de parámetros especiales a seleccionar puede variar entre los controles del aparato utilizados en el sistema de soldadura. -
Página 22: Aparato Xnet
Manejo del control del aparato Configuración del aparato (sistema) 5.4.5 Aparato Xnet Xnet define los componentes de sistema necesarios para manejar el sistema Xnet como parte de Expert 2.0 Net/Gateway con el fin de interconectar fuentes de corriente de soldadura y registrar datos de soldadura. -
Página 23: Ajustes Panel Control
Manejo del control del aparato Configuración del aparato (sistema) 5.4.6 Ajustes panel control Opción de menú/Parámetro Valor Observaciones Tipo pantalla principal Sel. autom. de la pot. de soldadura Apagado-30 s Brillo de la pantalla: 0-100% Contraste de la pantalla: 0-100% Pantalla negativa: sí... -
Página 24: Compensación De La Resistencia Del Cable
Manejo del control del aparato Configuración del aparato (sistema) 5.4.7 Compensación de la resistencia del cable El valor de resistencia de los cables puede ajustarse directamente o compensarse mediante la fuente de alimentación. En su estado inicial, la resistencia del cable de las fuentes de alimentación puede ajustarse a 8 mΩ. - Página 25 Manejo del control del aparato Configuración del aparato (sistema) 50mm DE - Abgleich Leitungswiderstand EN - Cable resistance alignment FR - Alignement résistance ligne IT - Compensazione resistenza circuito ES - Compensación de la resistencia del cable NL - Compensatie leidingsweerstand SE - Kalibrering av ledningsmotståndet PL - Porównanie rezystancji przewodu RU - Компенсация...
-
Página 26: Transmisión De Datos Offline (Usb)
Manejo del control del aparato Transmisión de datos offline (USB) Transmisión de datos offline (USB) Esta interfaz de USB únicamente debe utilizarse para el intercambio de datos con una memoria USB. Para evitar daños en el aparato, no debe conectarse aquí ningún otro tipo de dispositivo USB, como teclados, discos duros, móviles, cámaras u otros dispositivos. -
Página 27: Registro En Memoria Usb
Manejo del control del aparato Transmisión de datos offline (USB) 5.5.6 Registro en memoria USB Los datos de soldadura se pueden registrar en una unidad de almacenamiento y si es necesario se pueden consultar y analizar con el software de gestión de calidad Xnet. ¡Exclusivamente para variantes del aparato con soporte de redes (LG/WLG)! 5.5.6.1 Registrar memoria USB... -
Página 28: Administración De Trabajos De Soldadura (Menu)
Manejo del control del aparato Administración de trabajos de soldadura (Menu) Administración de trabajos de soldadura (Menu) En este menú, el usuario puede realizar todas las tareas relacionadas con la organización del trabajo de soldadura (JOB). Esta serie de aparatos destaca por el manejo sencillo de una gran cantidad de funciones. •... -
Página 29: Ejecución Del Programa
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3 Ejecución del programa Los rangos de ajuste de los parámetros se agrupan en el capítulo Vista general de parámetros > Véase capítulo 8.1. Durante el desarrollo de JOB se pueden seleccionar los parámetros de soldadura y ajustar sus valores. El número de los parámetros mostrados varía con el modo de operación seleccionado. -
Página 30: Soldadura Mig/Mag
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3.1 Soldadura MIG/MAG En cada JOB se puede fijar por separado (para el programa de inicio, el programa principal reducido y el programa final) si se deberán cambiar los métodos de impulsos. Estas propiedades se guardan con el JOB en el equipo de soldadura. -
Página 31: Ajustes Avanzados
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3.2 Ajustes avanzados Opción de menú/Parámetro Valor Observaciones Conm. entre sist. soldad. Apagado Encendido Programa inicio pulsos Apagado Encendido Programa final pulsos Apagado Encendido Ignición retorno de hilo Apagado Lift arc (PP) Lift arc Dur. -
Página 32: Vista General De Posibilidades De Conmutación De Los Parámetros De Soldadura
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3.3 Vista general de posibilidades de conmutación de los parámetros de soldadura Diferentes tareas de soldadura o diferentes posiciones en una pieza de trabajo exigen diferentes rendimientos de soldadura (puntos de trabajo) o programas de soldadura. Los parámetros siguientes se guardan en cada uno de los hasta 16 programas: •... - Página 33 Manejo del control del aparato Administración de trabajos de soldadura (Menu) Ejemplo 1: Soldadura de piezas de trabajo con chapas de diferente espesor (2 tiempos). Figura 5-9 Ejemplo 2: Soldadura de diferentes posiciones en una pieza de trabajo (4 tiempos) Figura 5-10 Ejemplo 3: Soldadura de chapa de aluminio de diferentes espesores (2 tiempos o, modo especial 4 tiempos)
-
Página 34: Soldadura Tig
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3.4 Soldadura TIG Figura 5-12 Opción de menú/Parámetro Programa Observaciones Tiempo de corrientes anteriores de gas Val. teórico gas Se precisa opción/modelo GFE (regulación electrónica del caudal de gas) Corriente Corriente de inicio INICIO... -
Página 35: Soldadura Mma
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.3.5 Soldadura MMA Figura 5-13 Opción de menú/Parámetro Observaciones Corriente Corriente de arranque en caliente Duración Tiempo de arranque en caliente Corriente Corriente principal La corriente hotstart depende porcentualmente de la corriente de soldadura seleccionada. 099-00L100-EW504 05.10.2016... -
Página 36: Funcionamiento De Ajuste
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.4 Funcionamiento de ajuste Figura 5-14 Símbolo Descripción Retorno del hilo Se retira el hilo de soldadura. La velocidad de retroceso del hilo aumenta manteniendo pulsada la tecla. Purga de hilo El hilo de soldadura se enhebra en el paquete de mangueras. -
Página 37: Monit. Datos Soldadura
Manejo del control del aparato Administración de trabajos de soldadura (Menu) 5.6.5 Monit. datos soldadura Los parámetros de monitorización de los datos soldadura son utilizados por un sistema de monitorización conectado de forma externa. Opción de menú/Parámetro Valor Observaciones Tolerancia de tensión 0-100% Tolerancia de corriente 0-100%... -
Página 38: Cambio Del Proceso De Soldadura (Arc)
Manejo del control del aparato Cambio del proceso de soldadura (Arc) Cambio del proceso de soldadura (Arc) Este menú permite al usuario cambiar el proceso de soldadura en función de la combinación de gases, de hilos y de material previamente elegida (cambio del proceso según el trabajo de soldadura). Para cambiar el trabajo de soldadura (JOB) >... -
Página 39: Transmisión De Datos Online (Interconexión)
Manejo del control del aparato Transmisión de datos online (interconexión) Transmisión de datos online (interconexión) ¡Exclusivamente para variantes del aparato con soporte de redes (LG/WLG)! La interconexión sirve para intercambiar los datos de soldadura de máquinas autómatas, manuales y automatizadas. Es posible ampliar la red con numerosas máquinas de soldadura y ordenadores, y acceder a los datos reunidos desde uno o varios PC servidores. -
Página 40: Proceso De Soldadura
Proceso de soldadura Soldadura MIG/MAG Proceso de soldadura El trabajo de soldadura se elige en el menú de selección de JOB (material/hilo/gas) > Véase capítulo 5.6.1. Los ajustes básicos del correspondiente proceso de soldadura, como modo de operación o corrección de la longitud del arco voltaico, pueden elegirse directamente en la pantalla principal, en el área de visualización de parámetros del proceso >... - Página 41 Proceso de soldadura Soldadura MIG/MAG Modo de 2 tiemposa Figura 6-1 Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre-flujo de gas). • El motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 42 Proceso de soldadura Soldadura MIG/MAG Funcionamiento en modo de 2 tiempos con Superpulso Figura 6-2 Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre-flujo de gas) • El motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 43 Proceso de soldadura Soldadura MIG/MAG Modo de 2 tiempos, especial Figura 6-3 Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre-flujo e gas) • El motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 44 Proceso de soldadura Soldadura MIG/MAG Puntos Figura 6-4 El tiempo de inicio t también debe ser calculado en tiempo de punto t start Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre-flujo de gas) •...
- Página 45 Proceso de soldadura Soldadura MIG/MAG Especial, modo 2 tiempos con superpulso Figura 6-5 Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) • El motor de alimentación del alambre funciona a “velocidad lenta”. •...
- Página 46 Proceso de soldadura Soldadura MIG/MAG Modo de 4 tiempos Figura 6-6 Paso 1 • Pulsar y mantener pulsado el interruptor de pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) • Motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 47 Proceso de soldadura Soldadura MIG/MAG Modo de 4 tiempos con superpulso Figura 6-7 Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre-flujo de gas) • El motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 48 Proceso de soldadura Soldadura MIG/MAG Operación a 4 tiempos con métodos alternos de soldadura (conmutación entre procesos de soldadura) Únicamente en aparatos con soldadura tipo proceso de soldadura por arco pulsado, véase tabla Aplicación, Campo de aplicación > Véase capítulo 3.2. Figura 6-8 1er tiempo •...
- Página 49 Proceso de soldadura Soldadura MIG/MAG Modo 4 tiempos, especial Figura 6-9 Paso 1 • Pulsar y mantener pulsado el interruptor de pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) • Motor de alimentación del alambre funciona a “velocidad lenta” •...
- Página 50 Proceso de soldadura Soldadura MIG/MAG Operación a 4 tiempos especial con métodos alternos de soldadura mediante pulsaciones (conmutación entre procesos de soldadura) Únicamente en aparatos con soldadura tipo proceso de soldadura por arco pulsado, véase tabla Aplicación, Campo de aplicación > Véase capítulo 3.2. Figura 6-10 1er tiempo •...
- Página 51 Proceso de soldadura Soldadura MIG/MAG Operación a 4 tiempos especial con métodos alternos de soldadura (conmutación entre procesos de soldadura) Únicamente en aparatos con soldadura tipo proceso de soldadura por arco pulsado, véase tabla Aplicación, Campo de aplicación > Véase capítulo 3.2. Figura 6-11 1er tiempo •...
-
Página 52: Desconexión Automática Mig/Mag
Proceso de soldadura Soldadura MIG/MAG Modo 4 tiempos, especial con superpulso Figura 6-12 Paso 1 • Pulsar y mantener pulsado el interruptor de pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) • Motor de alimentación del alambre funciona a “velocidad lenta” •... -
Página 53: Coldarc / Coldarc Puls
Proceso de soldadura Soldadura MIG/MAG 6.1.2 coldArc / coldArc puls Arco voltaico corto, pobre en proyección de virutas, minimizado en calor, para soldaduras sin deformaciones tanto en frío como en caliente, y soldadura de raíz con un excelente puenteado de ranuras. -
Página 54: Forcearc / Forcearc Puls
Proceso de soldadura Soldadura MIG/MAG 6.1.3 forceArc / forceArc puls Arco voltaico de gran potencia y alta presión, minimizado en calor, con estabilidad direccional y penetración profunda en el rango de potencias superior. Aceros de aleación baja, alta o no aleados, así como aceros de grano fino de alta resistencia. -
Página 55: Rootarc / Rootarc Puls
Proceso de soldadura Soldadura MIG/MAG 6.1.4 rootArc / rootArc puls Arco por cortocircuito perfectamente modelable para facilitar la unión de lados, también especialmente para la soldadura en posiciones fijas. Figura 6-15 • Reducción de la proyección de virutas en comparación con el arco voltaico corto estándar •... -
Página 56: Pistola Mig/Mag Normal
Proceso de soldadura Soldadura MIG/MAG 6.1.6 Pistola MIG/MAG normal El pulsador del quemador del soldador MIG sirve, básicamente, para iniciar y finalizar el proceso de soldadura. Elementos de manejo Funciones • Pulsador del Iniciar / finalizar la soldadura quemador Además de esto, hay más funciones disponibles según el tipo de aparato y la configuración del control si se presiona el pulsador del quemador >... -
Página 57: Conmutación Entre Modo Push/Pull Y Arrastre Intermedio
Proceso de soldadura Soldadura MIG/MAG 6.1.7.2 Conmutación entre modo Push/Pull y arrastre intermedio ADVERTENCIA Ninguna reparación o modificación no autorizada. Para evitar lesiones y daños en el aparato, el aparato sólo debe ser reparado o modificado por personal cualificado y experto en la materia. La garantía no será... -
Página 58: Soldadura Tig
Proceso de soldadura Soldadura TIG Soldadura TIG 6.2.1 Desarrollos de la función / modos de operación 6.2.1.1 Explicación de los símbolos y de las funciones Símbolo Explicación Pulsar interruptor de pistola Soltar interruptor de pistola Pulsar brevemente y soltar interruptor de pistola Gas protector en funcionamiento Intensidad soldadura Pre flujos gas... - Página 59 Proceso de soldadura Soldadura TIG Modo de 2 tiemposa Figura 6-18 Selección • Seleccionar el modo de trabajo a 2 tiempos Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) El arco se ceba con Lift Arc •...
- Página 60 Proceso de soldadura Soldadura TIG Modo de 4 tiempos Figura 6-20 Selección • Seleccionar modo de trabajo de 4 tiempos Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) El arco se ceba con liftarc.
-
Página 61: Desconexión Automática
Proceso de soldadura Soldadura TIG Modo 4 tiempos, especial Figura 6-21 Selección • Seleccionar el modo especial de 4 tiempos Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) El arco se ceba con liftarc •... -
Página 62: Cebado Del Arco Tig
Proceso de soldadura Soldadura TIG 6.2.3 Cebado del arco TIG 6.2.3.1 Liftarc Figura 6-22 El arco se ceba al entrar en contacto con la pieza de trabajo: a) Colocar cuidadosamente la tobera de la pistola de gas y la punta del electrodo de tungsteno sobre la pieza de trabajo y pulsar el interruptor de la pistola (entra en funcionamiento la corriente de liftarc independientemente de la corriente principal fijada). -
Página 63: Soldadura Mma
Proceso de soldadura Soldadura MMA Soldadura MMA 6.3.1 Hotstart El dispositivo de Hotstart mejora el cebado de los electrodos aumentando la corriente de cebado. a) = Tiempo hotstart b) = Corriente hotstart Corriente soldar Tiempo Figura 6-23 Para el ajuste de los parámetros hotstart, > Véase capítulo 8.1 Función Antistick –... -
Página 64: Solución De Problemas
Solución de problemas Mostrar la versión del software del control del aparato Solución de problemas Todos los productos están sometidos a estrictos controles de fabricación y de calidad final. Si aun así algo no funcionase correctamente, deberá comprobar el producto de acuerdo a las siguientes disposiciones. -
Página 65: Reseteo De Los Job (Tareas De Soldadura) A Los Valores De Fábrica
Solución de problemas Reseteo de los JOB (tareas de soldadura) a los valores de fábrica Error Categoría Posible causa Ayuda (Err) Alimentador de hilo no Compruebe las conexiones de cable. detectado. Cable de control no conectado. Durante el funcionamiento Compruebe la asignación de los números de con varios alimentadores de identificación >... -
Página 66: Anexo A
Anexo A Vista general de parámetros, indicaciones de ajuste Anexo A Vista general de parámetros, indicaciones de ajuste 8.1.1 Soldadura MIG/MAG Parámetro Rango de ajuste Observaciones Tiempo de corrientes anteriores de Val. teórico gas Opción GFE l/min Programa de inicio P START Alimentador de hilo relativo Duración... -
Página 67: Soldadura Tig
Anexo A Vista general de parámetros, indicaciones de ajuste 8.1.2 Soldadura TIG Parámetro Representa Rango de ajuste Observaciones ción TIG/plasma Tiempo de corrientes anteriores de gas Corriente de inicio AMP% % de corriente principal AMP Tiempo de inicio 0,00 - 20,0 Tiempo de rampa de subida 20,0... -
Página 68: Soldadura Mma
Anexo A Vista general de parámetros, indicaciones de ajuste 8.1.3 Soldadura MMA Parámetro Representa Rango de ajuste Observaciones ción Eléctrica manual Corriente de arranque en caliente Tiempo de arranque en 10,0 caliente Arcforce 099-00L100-EW504 05.10.2016... -
Página 69: Anexo B
Anexo B JOB-List Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] G3Si1/G4Si1 100% CO2 Estándar GMAW/arco pulsado Estándar GMAW/arco G3Si1/G4Si1 100% CO2 pulsado Estándar GMAW/arco G3Si1/G4Si1 100% CO2 pulsado Estándar GMAW/arco G3Si1/G4Si1 100% CO2 pulsado Estándar GMAW/arco G3Si1/G4Si1 100% CO2 pulsado G3Si1/G4Si1... - Página 70 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] CrNi 19 9/1.4316 Ar-97,5/CO2-2,5 (M12) Estándar GMAW/arco pulsado Estándar GMAW/arco CrNi 19 9/1.4316 Ar-97,5/CO2-2,5 (M12) pulsado Estándar GMAW/arco CrNi 19 12 3/1.4430 Ar-97,5/CO2-2,5 (M12) pulsado Estándar GMAW/arco CrNi 19 12 3/1.4430 Ar-97,5/CO2-2,5 (M12) pulsado Estándar GMAW/arco...
- Página 71 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] AlMg Ar-70/He-30 (I3) Estándar GMAW/arco pulsado Estándar GMAW/arco AlMg Ar-70/He-30 (I3) pulsado Estándar GMAW/arco AlMg Ar-70/He-30 (I3) pulsado Estándar GMAW/arco AlMg Ar-70/He-30 (I3) pulsado Estándar GMAW/arco AlSi Ar-100 (I1) pulsado Estándar GMAW/arco AlSi Ar-100 (I1)
- Página 72 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] CuAl Ar-100 (I1) Estándar GMAW/arco pulsado Brazing CuSi Ar-97,5/CO2-2,5 (M12) Brazing CuSi Ar-97,5/CO2-2,5 (M12) Brazing CuSi Ar-97,5/CO2-2,5 (M12) Brazing CuSi Ar-97,5/CO2-2,5 (M12) Brazing CuSi Ar-100 (I1) Brazing CuSi Ar-100 (I1) Brazing CuSi Ar-100 (I1)
- Página 73 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] Bloque 2/ JOB7 Bloque 2/ JOB8 Bloque 2/ JOB9 Bloque 2/ JOB10 Bloque 3/ JOB1 Bloque 3/ JOB2 Bloque 3/ JOB3 Bloque 3/ JOB4 Bloque 3/ JOB5 Bloque 3/ JOB6 Bloque 3/ JOB7 Bloque 3/ JOB8 Bloque 3/ JOB9...
- Página 74 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] Hilo tubular básico/rutilo CrNi CO2-100 (C1) Hilo tubular básico/rutilo CrNi CO2-100 (C1) Hilo tubular básico/rutilo CrNi CO2-100 (C1) Hilo tubular básico/rutilo CrNi CO2-100 (C1) Soldadura de recargue G3Si1/G4Si1 Ar-82/CO2-18 (M21) Soldadura de recargue G3Si1/G4Si1 Ar-82/CO2-18 (M21)
- Página 75 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] NiCr 617 Ar-70/He-30 (I3) Estándar GMAW/arco pulsado Estándar GMAW/arco NiCr 625 Ar-70/He-30 (I3) pulsado Estándar GMAW/arco NiCr 625 Ar-70/He-30 (I3) pulsado Estándar GMAW/arco NiCr 625 Ar-70/He-30 (I3) pulsado Estándar GMAW/arco NiCr 625 Ar-67,95/He-30/H2-2/CO2- pulsado...
- Página 76 Anexo B JOB-List Número Proceso Material Diámetro de JOB [mm] forceArc/forceArc puls Ar-97,5/CO2-2,5 (M12) CrNi 19 12 3 Nb/1.4576 forceArc/forceArc puls CrNi 18 8/1.4370 Ar-97,5/CO2-2,5 (M12) forceArc/forceArc puls CrNi 18 8/1.4370 Ar-97,5/CO2-2,5 (M12) forceArc/forceArc puls CrNi 18 8/1.4370 Ar-97,5/CO2-2,5 (M12) forceArc/forceArc puls CrNi 18 8/1.4370 Ar-97,5/CO2-2,5 (M12)
-
Página 77: Anexo C
Anexo C Vista general de las sedes de EWM Anexo C 10.1 Vista general de las sedes de EWM 099-00L100-EW504 05.10.2016...