Fronius TransTig 2200 Manual De Instrucciones Y Lista De Repuestos
Fuente de corriente tig
Ocultar thumbs
Ver también para TransTig 2200:
- Manual de instrucciones (140 páginas) ,
- Manual de instrucciones (116 páginas)

Manuales relacionados para Fronius TransTig 2200














Resumen de contenidos para Fronius TransTig 2200
- Página 1 TransTig 2200 TransTig 2500 / 3000 TransTig 4000 / 5000 MagicWave 1700 / 2200 MagicWave 2500 / 3000 Manual de instrucciones MagicWave 4000 / 5000 Lista de repuestos Fuente de corriente TIG 42,0426,0027,ES 012007...
-
Página 3: Estimado Lector
Le agradecemos la confianza que ha depositado en nosotros y le felicitamos por haber adquirido este producto de primera calidad de Fronius. Estas instrucciones de uso le ayudarán a familiarizarse con su uso. Mediante la lectura atenta de las instrucciones conocerá... -
Página 5: Normativa De Seguridad
Normativa de seguridad ¡PELIGRO! „¡PELIGRO!“ Indica un peligro inminente. Si no se evita, las consecuen- cias son la muerte o lesiones muy graves. ¡ADVERTENCIA! „¡ADVERTENCIA!“ Indica un situación potencialmente peligrosa. Si no se evita, las consecuencias pueden ser la muerte o lesiones muy graves. ¡PRECAUCIÓN! „¡PRECAUCIÓN!“... - Página 6 Generalidades Las averías que pudiesen afectar la seguridad deben ser solucionadas antes (Continuación) de encender el aparato. ¡Se trata de su seguridad! Empleo conforme El aparato debe ser utilizada exclusivamente para trabajar según el uso a lo establecido previsto por el diseño constructivo. El aparato está...
- Página 7 Obligaciones del El operador se compromete a encomendar el trabajo con el aparato exclusi- operador vamente a personas que estén familiarizadas con las reglamentaciones de seguridad de trabajo y de prevención de accidentes, y que hayan sido instruidas en el manejo del aparato hayan leído, comprendido y confirmado con su firma el capítulo „Indicaci- ones de seguridad“...
- Página 8 Protección Entre otros, también se considera parte de la vestimenta de protección: propia y de personas proteger los ojos y el rostro de los rayos UV, el calor y las chispas por (Continuación) medio de una pantalla con el filtro prescrito. detrás de la pantalla, llevar gafas de protección reglamentarias con protectores laterales.
- Página 9 Peligro por La proyección de chispas puede causar incendios y explosiones. proyección de chispas Nunca soldar cerca de materiales inflamables. Los materiales inflamables deben estar a por lo menos 11 metros (35 pies) del arco voltaico, o llevar una cobertura homologada. Tener preparado un extintor adecuado y certificado.
- Página 10 Hacer comprobar regularmente por un electricista el funcionamiento del Peligros por conductor de alimentación de red y del aparato. corriente de red y corriente de Utilizar el aparato solamente en una red con conductor protector y una base soldadura de enchufe con contacto de conductor protector. (Continuación) Si el aparato se utilizase en una red sin conductor protector y en una base de enchufe sin contacto de conductor protector, esto se consideraría una...
- Página 11 Medidas de Es responsabilidad del operador asegurarse de que no se presenten interfe- compatibilidad y rencias electromagnéticas en instalaciones eléctricas y electrónicas. campos electro- magnéticos Si se constatan interferencias electromagnéticas, el operador tiene la obliga- ción de tomar medidas para solucionarlas. Comprobar y evaluar los posibles problemas y la resistencia a interferencias de las instalaciones del entorno, según las normativas nacionales e interna- cionales:...
- Página 12 Puntos de peligro Las cubiertas y las piezas laterales sólo pueden ser retiradas/abiertas especiales durante los trabajos de mantenimiento y reparación. (Continuación) Durante el funcionamiento: asegurar que todas las cubiertas estén cerradas y que todos los laterales estén montados correctamente. mantener todas las cubiertas y los laterales cerrados.
- Página 13 Peligro por Las bombonas de gas protector contiene gas bajo presión y pueden explotar bombonas de en caso de daño. Dado que las bombonas de gas protector forman parte del gas protector equipo de soldar, deben ser tratadas con sumo cuidado. Proteger las bombonas de gas protector con gas comprimido contra el exceso de calor, los golpes mecánicos, la escoria, las llamas abiertas, las chispas y los arcos voltaicos.
- Página 14 Medidas de Antes de transportar el aparato, dejar salir por completo el refrigerante y seguridad en el desmontar los siguientes componentes: sitio de coloca- Aparato de avance del alambre ción y durante el Bobina de alambre transporte Superficie de atmósfera protectora (Continuación) Después del transporte y antes de la puesta en marcha, realizar siempre un examen visual del aparato para comprobar si hay algún daño.
- Página 15 Mantenimiento y Para los pedidos, indicar la denominación exacta y la referencia de la lista de reparación repuestos, así como el número de serie de su aparato. (Continuación) Comprobación El operador tiene la obligación de ordenar una comprobación de técnica de de técnica de seguridad del aparato, como mínimo cada 12 meses.
- Página 16 Derecho de La propiedad intelectual de este manual de instrucciones pertenece al propiedad inte- fabricante. lectual El texto y las ilustraciones corresponden al estado de la técnica en la fecha de impresión. Queda reservado el derecho a realizar modificaciones. El contenido del manual de instrucciones no justifica ningún tipo de derecho por parte del comprador.
-
Página 17: Tabla De Contenido
Conexiones, interruptores y componentes mecánicos ................. 22 MagicWave 1700 / 2200 .......................... 22 MagicWave 2500 / 3000 .......................... 23 MagicWave 4000 / 5000 .......................... 24 TransTig 2200 ............................25 TransTig 2500 / 3000 ..........................26 TransTig 4000 / 5000 ..........................27 Instalación Equipamiento mínimo para trabajo de soldadura .................. - Página 18 Puesta en servicio ............................37 Seguridad ..............................37 Notas sobre la unidad de refrigeración ....................37 Establecer la unión con la pieza de trabajo ..................... 38 Conectar la antorcha ..........................38 Trabajo de soldadura Modos de operación TIG ..........................41 Seguridad ..............................
- Página 19 MagicWave 2500 / 3000 MV ........................74 MagicWave 4000 / 5000 .......................... 75 MagicWave 4000 MV / 5000 MV ......................76 TransTig 2200 ............................76 TransTig 2500 / 3000 ..........................77 TransTig 4000 / 5000 ..........................78 TransTig 2500 / 3000 MV ........................78 TransTig 4000 MV / 5000 MV ........................
-
Página 21: Informaciones Generales
Informaciones generales... -
Página 23: Generalidades
Gracias al sencillo concepto de manejo, se pueden ver y ajustar las funciones Ilustr. 1 TransTig 2200, MagicWave 1700 y esenciales con un sólo vistazo. MagicWave 2200 con unidad de refrigeración El interfaz estandarizado LocalNet propor- ciona las condiciones ideales para la conexión sencilla a las ampliaciones... -
Página 24: Principio De Funcionamiento
Principio de La unidad central de control y regulación de las fuentes de corriente está acoplada a un funcionamiento procesador digital de señales. La unidad central de control y regulación y el procesador de señales controlan todo el proceso de soldadura. Durante el proceso de soldadura se miden continuamente los datos reales, reaccionan- do inmediatamente a los cambios. -
Página 25: Advertencias En El Aparato
Advertencias en Los modelos de fuentes de corriente para los EE.UU. llevan advertencias adicionales el aparato pegadas en los aparatos. Estas advertencias no se deben quitar ni cubrir o pintar. Ilustr. 4 Fuente de corriente EE.UU. con advertencias adicionales, por ejemplo, MagicWave 2200... -
Página 26: Componentes Del Sistema
Componentes del sistema Generalidades Las fuentes de corriente TransTig y MagicWave pueden trabajar con una gran multitud de ampliaciones del sistema y opciones. Sinopsis Antorcha TIG Antorcha TIG Standard / Up/Down JobMaster TIG Mandos a distancia Mandos a distancia de pedal Fuentes de corriente Cable de electrodo... -
Página 27: Elementos De Manejo Y Conexiones
Elementos de manejo y conexiones... -
Página 29: Descripción De Los Paneles De Control
Descripción de los paneles de control Una característica esencial del panel de control es la disposición lógica de los elemen- Generalidades tos de manejo. Todos los parámetros importantes para el trabajo cotidiano pueden ser seleccionados fácilmente con las teclas ser modificados con la rueda de ajuste ser mostrados en la indicación digital durante la soldadura ¡OBSERVACIÓN! Debido a las actualizaciones de software puede haber funcio- nes disponibles en su aparato, aunque aún no estén descritas en este manual de... -
Página 30: Panel De Control Magicwave
Panel de control MagicWave Panel de control MagicWave (15) (14) (13) (12) (11) (10) Ilustr. 8 Panel de control MagicWave Nº Función (1) Indicación digital izquierda (2) Indicación HOLD Al finalizar cada soldadura se memorizan los valores reales actuales de la corriente de soldadura y de la tensión de soldadura: el indicador Hold está... - Página 31 Panel de control Nº Función MagicWave (5) Indicaciones de unidades (continuación) Indicación A Indicación % Está iluminada cuando se han seleccionado los parámetros I , así como los parámetros de configuración I-2 y HCU Indicación s Está iluminada cuando se ha seleccionado el parámetro t , así...
- Página 32 Panel de control Nº Función MagicWave (10) Sinopsis de los parámetros de soldadura (continuación) La sinopsis de los parámetros de soldadura contiene los parámetros de soldadura más importantes para el trabajo de soldadura. El orden de secuencia de los pará- metros de soldadura viene predeterminado por la estructura de cuerda para tender la ropa.
- Página 33 Panel de control Nº Función MagicWave (12) Indicación de corriente de soldadura (continuación) Para indicar la corriente de soldadura para los parámetros Corriente inicial I Corriente de soldadura I Corriente final I Antes de iniciar la soldadura la indicación digital izquierda muestra el valor nominal. Para I la indicación digital derecha muestra adicionalmente el porcentaje de la corriente de soldadura I...
-
Página 34: Panel De Control Transtig
Panel de control TransTig Panel de control TransTig (14) (13) (12) (11) (10) Ilustr. 10 Panel de control TransTig Nº Función (1) Indicación digital izquierda (2) Indicación HOLD Al finalizar cada soldadura se memorizan los valores reales actuales de la corriente de soldadura y de la tensión de soldadura: el indicador Hold está... - Página 35 Panel de control Nº Función TransTig (5) Indicaciones de unidades (continuación) Indicación A Indicación % Está iluminada cuando se han seleccionado los parámetros I , así como los parámetros de configuración I-2 y HCU Indicación s Está iluminada cuando se ha seleccionado el parámetro t , así...
- Página 36 Panel de control Nº Función TransTig (continuación) La sinopsis de los parámetros de soldadura contiene los siguientes parámetros de soldadura: Corriente inicial I Para la soldadura TIG ¡Importante! La corriente inicial I se guarda por separado para los modos de operación soldadura TIG-AC y soldadura TIG-DC-.
-
Página 37: Combinaciones De Teclas: Funciones Especiales
Combinaciones de teclas: funciones especiales Generalidades Se pueden visualizar las funciones de los paneles de control MagicWave y TransTig descritas a continuación pulsando al mismo tiempo o repetidamente las teclas. Indicación de la Mostrar la versión de software: versión de soft- Con la tecla Modo de operación pulsada, pulsar la tecla Selección de ware, tiempo de parámetros izquierda. -
Página 38: Conexiones, Interruptores Y Componentes Mecánicos
Conexiones, interruptores y componentes mecáni- MagicWave 1700 / 2200 Ilustr. 13 MagicWave 1700 / 2200, lado posterior Ilustr. 12 MagicWave 1700 / 2200, lado frontal Nº Función (1) Conexión de la antorcha Para la conexión de la antorcha TIG del cable de electrodo para soldadura por electrodo (2) Conexión LocalNet Zócalo de conexión estandarizado para ampliaciones del sistema (por ejemplo, mando a distancia antorcha JobMaster, etc.) -
Página 39: Magicwave 2500 / 3000
MagicWave 2500 / 3000 Ilustr. 14 MagicWave 2500 / 3000, lado frontal Ilustr. 15 MagicWave 2500 / 3000, lado posterior Nº Función (1) Conexión del cable de masa Para conectar el cable de masa (2) Conexión LocalNet Zócalo de conexión estandarizado para ampliaciones del sistema (por ejemplo, mando a distancia antorcha JobMaster, etc.) (3) Asa de transporte (4) Conexión del control de antorcha... -
Página 40: Magicwave 4000 / 5000
MagicWave 4000 / 5000 (5) (4) (3) Ilustr. 16 MagicWave 4000 / 5000, lado frontal Ilustr. 17 MagicWave 4000 / 5000, lado posterior Nº Función (1) Interruptor de red Para encender y apagar la fuente de corriente (2) Conexión de la antorcha Para la conexión de la antorcha TIG (3) Conexión del soporte de electrodo Para la conexión del cable de electrodo para soldar por electrodo... -
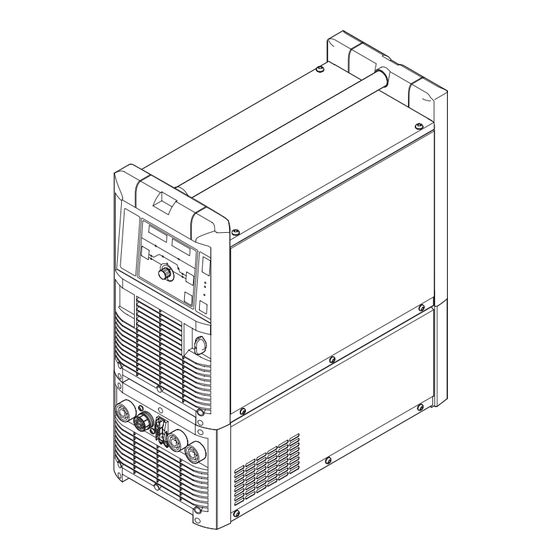
Página 41: Transtig 2200
TransTig 2200 Ilustr. 19 TransTig 2200, lado posterior Ilustr. 18 TransTig 2200, lado frontal Nº Función (1) Zócalo de corriente positivo con cierre de bayoneta Para la conexión del cable de masa para la soldadura TIG del cable de electrodo o del cable de masa para la soldadura por electrodo (según el tipo de electrodo) -
Página 42: Transtig 2500 / 3000
TransTig 2500 / 3000 Ilustr. 20 TransTig 2500 / 3000, lado frontal Ilustr. 21 TransTig 2500 / 3000, lado posterior Nº Función (1) Zócalo de corriente positivo con cierre de bayoneta Para la conexión del cable de masa para la soldadura TIG del cable de electrodo o del cable de masa para la soldadura por electrodo (según el tipo de electrodo) (2) Conexión LocalNet... -
Página 43: Transtig 4000 / 5000
TransTig 4000 / 5000 Ilustr. 22 TransTig 4000 / 5000, lado frontal Ilustr. 23 TransTig 4000 / 5000, lado posterior Nº Función (1) Zócalo de corriente positivo con cierre de bayoneta Para la conexión del cable de masa para la soldadura TIG del cable de electrodo o del cable de masa para la soldadura por electrodo (según el tipo de electrodo) (2) Conexión LocalNet... -
Página 45: Instalación
Instalación... -
Página 47: Equipamiento Mínimo Para Trabajo De Soldadura
Equipamiento mínimo para trabajo de soldadura Generalidades Dependiendo del procedimiento de soldadura, es necesario un equipamiento mínimo para trabajar con la fuente de corriente. A continuación se describen los procedimientos de soldadura y el correspondiente equipamiento mínimo para trabajo de soldadura. Soldadura TIG Fuente de corriente MagicWave Cable de masa... -
Página 48: Antes De La Instalación Y Puesta En Servicio
Antes de la instalación y puesta en servicio Seguridad ¡ADVERTENCIA! El manejo incorrecto puede causar graves daños perso- nales y materiales. No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los documentos siguientes: Este manual de instrucciones Todos los manuales de instrucciones de los componentes del sistema, en particular las indicaciones de seguridad. -
Página 49: Operación Con Generador (Mw 1700 / 2200, Tt 2200)
Operación con Las fuentes de corriente MW 1700 / 2200 y TT 2200 son aptas para generadores, generador (MW cuando la máxima potencia aparente proporcionada por el generador sea como mínimo 1700 / 2200, TT 10 kVA. 2200) ¡OBSERVACIÓN! La tensión proporcionada por el generador en ningún caso debe quedar por debajo de la tolerancia de la red o excederla. -
Página 50: Conexión Del Cable De Red En Fuentes De Corriente Ee.UU
Conexión del cable de red en fuentes de corriente EE.UU. Generalidades Las fuentes de corriente EE.UU. se suministran sin cable de red. Antes de la puesta en servicio hay que conectar un cable de red adecuado para la tensión de alimentación. En la fuente de corriente se ha montado una descarga de tracción para una sección transversal del cable AWG 10. -
Página 51: Cambiar La Descarga De Tracción
Conectar el cable Pasar el cable de red por la descarga de red de tracción (continuación) ¡Importante! Introducir el cable de red lo suficiente como para poder conectar correctamente el conductor protector y los conductores de fase en el borne de bloque. Apretar la tuerca de apriete, entreca- ras 30 mm Apretar los tornillos (2) - Página 52 Cambiar la Colgar la descarga de tracción grande descarga de de la caja y fijarla con 2 tornillos tracción Conectar el cable de red (continuación) Volver a montar el lateral izquierdo de la fuente de corriente Ilustr. 28 Montar la descarga de tracción grande...
-
Página 53: Generalidades
Puesta en servicio Seguridad ¡ADVERTENCIA! Una descarga eléctrica puede ser mortal. Si durante la instalación el aparato está conectado a la red, hay riesgo de graves daños personales y materiales. Para efectuar trabajos en el aparato, es imprescin- dible: Poner el interruptor de red en la posición „OFF“. Desenchufar el aparato de la red. -
Página 54: Establecer La Unión Con La Pieza De Trabajo
Conectar la Fijar la bombona de gas al carro bombona de gas Quitar el tapón de la bombona de gas (continuación) Abrir brevemente la válvula de la bombona de gas para retirar la suciedad interior Comprobar la junta del regulador de presión Enroscar el regulador de presión en la bombona de gas y apretarlo Al utilizar una antorcha TIG con conexión de gas integrada: Unir el regulador de presión y la conexión de gas protector en el lado posterior de la... -
Página 55: Trabajo De Soldadura
Trabajo de soldadura... -
Página 57: Modos De Operación Tig
Modos de operación TIG Seguridad ¡ADVERTENCIA! El manejo incorrecto puede causar graves daños perso- nales y materiales. No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los documentos siguientes: Este manual de instrucciones Todos los manuales de instrucciones de los componentes del sistema, en particular las indicaciones de seguridad. -
Página 58: Operación De 2 Tiempos
Operación de 2 Soldar: Mover hacia atrás la tecla de la antorcha y mantenerla en esta posición tiempos Fin de soldadura: Soltar la tecla de la antorcha G-L / G-H down Ilustr. 29 Operación de 2 tiempos Operación de 4 Inicio de soldadura con corriente inicial I : Mover hacia atrás la tecla de la antorcha tiempos... -
Página 59: Formación De Calota
Formación de calota Formación de Las fuentes de corriente MagicWave calota disponen de la función para la formación automática de calota para el procedimien- to de soldadura TIG AC: Activar la función de formación auto- mática de calota para procedimientos seleccionados de soldadura TIG AC Para el diámetro introducido del elec- trodo de tungsteno se genera la... -
Página 60: Soldadura Tig
Soldadura TIG Seguridad ¡ADVERTENCIA! El manejo incorrecto puede causar graves daños perso- nales y materiales. No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los documentos siguientes: Este manual de instrucciones Todos los manuales de instrucciones de los componentes del sistema, en particular las indicaciones de seguridad. -
Página 61: Preparación
Parámetros de Balance (sólo en caso de MagicWave para el procedimiento de soldadura TIG AC) soldadura Unidad (continuación) Margen de ajuste -5 - +5 Ajuste de fábrica -5: máxima potencia de fusión, mínimo efecto de limpieza +5: máximo efecto de limpieza, mínima potencia de fusión Diámetro del electrodo Unidad pulg. -
Página 62: Encender El Arco Voltaico
Encender el arco voltaico Las fuentes de corriente MagicWave tienen en cuenta los siguientes aspectos para Generalidades conseguir un desarrollo óptimo del cebado en el procedimiento TIG AC: el diámetro del electrodo de tungsteno la temperatura actual del electrodo de tungsteno teniendo en cuenta la anterior duración de soldadura y pausa de soldadura Encender el arco El cebado AF está... -
Página 63: Cebado Por Contacto
Encender el arco Inclinar la antorcha a la posición voltaico mediante normal alta frecuencia Efectuar la soldadura (cebado AF) (continuación) Ilustr. 34 Soldar Cebado por Si el parámetro de configuración HFt está ajustado a OFF, el cebado AF está desactiva- contacto do. -
Página 64: Fin De Soldadura
Cebado por Levantar la antorcha y girarla a la contacto posición normal, el arco voltaico se (continuación) enciende Efectuar la soldadura Ilustr. 37 Soldar Fin de soldadura Finalizar la soldadura según el modo de operación ajustado soltando la tecla de la antorcha Esperar el flujo posterior de gas ajustado, sujetar la antorcha en la posición encima del extremo del cordón de soldadura. -
Página 65: Funciones Especiales Y Opciones
Funciones especiales y opciones Función de La fuente de corriente se desconecta automáticamente si se produce una rotura del supervisión de arco voltaico o si no se genera ningún flujo de corriente en un tiempo de 2. El panel de ruptura del arco control muestra el código de servicio „no | Arc“. - Página 66 Función de ¡Importante! Para la corriente pulsada de soldadura se aplica: soldadura de La fuente de corriente regula automáticamente los parámetros de pulsación en función fijación de la corriente principal I ajustada. (continuación) La corriente pulsada de soldadura comienza finalizada la fase de corriente inicial I con la fase Up-Slope UPS Según el tiempo tAC ajustado, la corriente pulsada de soldadura puede durar hasta la fase de corriente final incluida I...
-
Página 67: Soldadura Por Electrodo
Soldadura por electrodo Seguridad ¡ADVERTENCIA! El manejo incorrecto puede causar graves daños perso- nales y materiales. No se deben utilizar las funciones descritas antes de haber leído y comprendido, en su totalidad, los documentos siguientes: Este manual de instrucciones Todos los manuales de instrucciones de los componentes del sistema, en particular las indicaciones de seguridad. -
Página 68: Función Hot-Start
Soldadura por ¡Importante! La fuente de corriente TransTig no dispone de ninguna posibilidad de electrodo conmutación entre los procedimientos soldadura por electrodo DC- y soldadura por (continuación) electrodo DC+. Procedimiento para cambiar en caso de la fuente de corriente TransTig del procedi- miento soldadura por electrodo DC- a soldadura por electrodo DC+: Poner el interruptor de red en la posición „OFF“... -
Página 69: Función Anti-Stick
Función Anti- Con un arco voltaico que se acorte, la tensión de soldadura puede descender tanto que Stick el electrodo tienda a quedarse adherido. Además, se puede producir un recocido del electrodo. El recocido se impide con la función Anti-Stick activada. Si el electrodo comienza a quedarse adherido, la fuente de corriente desconecta inmediatamente la corriente de soldadura. -
Página 71: Ajustes De Configuración
Ajustes de configuración... -
Página 73: El Menú De Configuración
El menú de configuración Generalidades El menú de configuración ofrece un acceso sencillo a estos conocimientos expertos en la fuente de corriente, así como a algunas funciones adicionales. En el menú de confi- guración existe una posibilidad muy sencilla para adaptar los parámetros a los diferen- tes planteamientos de las tareas. -
Página 74: Menú De Configuración Gas Protector
Menú de configuración gas protector Generalidades El menú de configuración gas protector permite un acceso sencillo a los ajustes de gas protector. Entrar en el Menú Pulsar y mantener pulsada la tecla Modo de operación de configuración gas protector - Pulsar la tecla Comprobar gas Nivel 1 La fuente de corriente se encuentra ahora en el menú... - Página 75 Parámetros en el ¡Importante! Los valores de ajuste para los parámetros de configuración G-L y G-H se menú de configu- suman. Si, por ejemplo, ambos parámetros están al máximo (40 s), el tiempo de flujo ración gas pro- posterior de gas es de: tector 40 s con corriente de soldadura mínima (continuación)
-
Página 76: Menú De Configuración Tig
Menú de configuración TIG Entrar al menú de Con la tecla Modo de operación seleccionar el modo de operación de 2 configuración tiempos o el modo de operación de 4 tiempos Pulsar y mantener pulsada la tecla Modo de operación Pulsar la tecla Selección de parámetros derecha La fuente de corriente se encuentra ahora en el menú... - Página 77 Parámetros en el ¡Importante! Si la unidad de refrigeración dispone de la opción „Controlador térmico“, la menú de configu- temperatura de retorno del líquido refrigerante es comprobada constantemente. Si la ración TIG temperatura de retorno es inferior a 50 °C, tiene lugar una desconexión automática de la (continuación) unidad de refrigeración.
- Página 78 Parámetros en el menú de configu- Factory - Resetear el equipo de soldadura ración TIG Mantener pulsada la tecla Modo de operación durante 2 segundos, para restablecer el (continuación) estado de suministro. Cuando la indicación digital muestre „PrG“, el equipo de soldadura estará...
-
Página 79: Menú De Configuración Electrodo
Menú de configuración electrodo Entrar al menú de Con la tecla Modo de operación seleccionar el modo de operación configuración soldadura por electrodo electrodo Pulsar y mantener pulsada la tecla Modo de operación Pulsar la tecla Selección de parámetros derecha La fuente de corriente se encuentra ahora en el menú... - Página 80 Parámetros en el Arco voltaico suave y con pocas salpicaduras Menú de configu- Arco voltaico más duro y estable ración electrodo (continuación) Para obtener un resultado óptimo de soldadura, en algunos casos es necesario ajustar la dinámica. Principio de funcionamiento: En el momento de la transición de gota o en caso de cortocircuito, tiene lugar un incre- mento de la intensidad de corriente, de corta duración.
-
Página 81: Solución De Errores Y Mantenimiento
Solución de errores y mantenimiento... -
Página 83: Diagnóstico De Errores, Solución De Errores
Diagnóstico de errores, solución de errores Generalidades Las fuentes digitales de corriente están provistas de un sistema inteligente de seguri- dad; por este motivo se pudo prescindir totalmente de cortacircuitos fusibles (con la excepción del fusible de la bomba de refrigerante). Después de corregir un posible error - sin tener que cambiar cortacircuitos fusibles - se puede volver a trabajar normalmente con la fuente de corriente. -
Página 84: Fuente De Corriente
Códigos de no | IGn servicio mostra- Causa: La función Ignition Time-Out está activa: No se produjo el flujo de corriente dentro del período de tiempo ajustado en el menú de (continuación) configuración. La desconexión de seguridad de la fuente de corrien- te se ha disparado. - Página 85 Fuente de corri- No hay corriente de soldadura ente Interruptor de red conectado, indicación exceso de temperatura iluminada (continuación) Causa: Sobrecarga, se ha excedido la duración de ciclo de trabajo Solución: Observar la duración de ciclo de trabajo Causa: El automático de protección térmica se ha desconectado Solución: Esperar la fase de enfriamiento;...
-
Página 86: Cuidado, Mantenimiento Y Eliminación
Cuidado, mantenimiento y eliminación Generalidades En condiciones normales, la fuente de corriente sólo requiere un mínimo de cuidados y mantenimiento. No obstante, es imprescindible observar algunos puntos para conservar el equipo de soldadura a punto a lo largo de los años. Seguridad ¡ADVERTENCIA! Una descarga eléctrica puede ser mortal. -
Página 87: Anexo
Anexo... -
Página 89: Datos Técnicos
Datos técnicos Tensión especial ¡OBSERVACIÓN! Una instalación eléctrica sin las dimensiones adecuadas puede causar graves daños materiales. Se debe dimensionar adecuadamente la alimentación de red y los fusibles. Rigen los Datos técnicos indicados en la placa de características. MagicWave MW 1700 MW 2200 1700 / 2200 Tensión de red... -
Página 90: Magicwave 2500 / 3000 Mv
MagicWave 2500 MW 2500 MW 3000 / 3000 Cos phi 0,99 0,99 (continuación) Rango de corriente de soldadura 3-250 A 3-300 A Electrodo 10-250 A 10-300 A Corriente de soldadura a 10 min / 40 °C (104 °F) 35% DC 300 A 10 min / 40 °C (104 °F) 40% DC 250 A... -
Página 91: Magicwave 4000 / 5000
MagicWave 2500 MW 2500 MV MW 3000 MV / 3000 MV Corriente de soldadura con 1 x 200-240 V (continuación) 10 min / 40°C (104°F) 35% DC 10 min / 40 °C (104 °F) 40% DC 220 A (45 % DC) 220 A 10 min / 40°C (104°F) 100% DC 150 A... -
Página 92: Magicwave 4000 Mv / 5000 Mv
Peso 60 kg 60 kg 132.30 lb. 132.30 lb. Certificación S, CE, CSA S, CE, CSA TransTig 2200 TT 2200 Tensión de red 230 V Tolerancia de la red -20% / +15% Fusible de red acción lenta 16 A Potencia primaria constante (100% DC) -
Página 93: Transtig 2500 / 3000
TransTig 2200 TT 2200 (continuación) Tensión de trabajo 10,1-18,8 V Electrodo 20,4-27,2 V Tensión de cebado (U 9,5 kV El dispositivo de encendido del arco voltaico es apropiado para el servicio en modo manual. Clase de protección IP 23 Tipo de refrigeración... -
Página 94: Transtig 4000 / 5000
TransTig 2500 / TT 2500 MV TT 3000 MV 3000 MV Tensión de red 3 x 200-240 V 3 x 200-240 V 3 x 400-460 V 3 x 400-460 V 1 x 200-240 V 1 x 200-240 V Tolerancia de la red -10% / +10% -10% / +10% Fusible de red acción lenta 3 x 400-460 V... -
Página 95: Transtig 4000 Mv / 5000 Mv
TransTig 4000 / TT 4000 TT 5000 5000 Rango de corriente de soldadura (continuación) 3-400 A 3-500 A Electrodo 10-400 A 10-500 A Corriente de soldadura a 10 min / 40°C (104°F) 40% DC 500 A 10 min / 40°C (104°F) 45% DC 400 A 10 min / 40°C (104°F) - Página 96 TransTig 4000 MV TT 4000 MV TT 5000 MV / 5000 MV Medidas l/a/h 625/290/475 mm 625/290/475 mm (continuación) 24.6/11.4/18.7 pulg. 24.6/11.4/18.7 pulg. Peso 42,0 kg 42,0 kg 92.6 lb. 92.6 lb. Certificación S, CE, CSA S, CE, CSA...
-
Página 97: Términos Y Abreviaturas Utilizados
Términos y abreviaturas utilizados Generalidades Los conceptos mencionados y las abreviaturas se utilizan en relación con funciones disponibles en serie o suministrables como opciones. Términos y abreviaturas AC-frequency A - F Frecuencia AC Cooling unit control Control refrigerador dynamic Corrección de la dinámica para la soldadura por electrodo Electrode-diameter Diámetro del electrodo;... -
Página 98: Términos Y Abreviaturas I - U
Términos y abreviaturas Corriente de descenso (operación de 4 tiempos con reducción intermedia) I - U Phase Adjustment (sólo para MW / TT 2500 / 3000 / 4000 / 5000) Sincronización de fases de la conexión de red de dos fuentes de corriente para la soldadura AC simultánea en ambos lados Pre Ignition - Cebado AF retardado tacking (soldadura de fijación) - Página 99 Ersatzteilliste Schaltplan Spare Parts List Circuit Diagram Liste de pièces de rechange Schéma de connexions Lista parti di ricambio Schema Lista de repuestos Esquema de cableado Lista de peças sobresselentes Esquema de conexões Onderdelenlijst Bedradingsschema Reservdelsliste Koblingsplan Seznam náhradních dílů schéma zapojení...
- Página 100 MagicWave 2200 Job G/F/US 4,075,119,800 MagicWave 2200 G/F/US 4,075,125,800 TransTig 800 Job G/F 4,075,159 TransTig 2200 G/F 4,075,126 TransTig 2200 Job G/F 4,075,120 TransTig 2200 G/F/US 4,075,126,800 TransTig 2200 Job G/F/US 4,075,120,800 MagicWave 1700 G/F 4,075,127 MagicWave 1700 Job G/F...
- Página 101 4,070,813 - BSV22 TT2200 4,070,798,Z - BPS17 MW 1700/TT 800 4,070,804,Z - TTS22 MW1700/2200 4,070,799,Z - BPS22 TT/MW 2200 41,0001,0627 41,0009,0057 33,0024,0032 33,0010,0325 - MW/TT2200 43,0006,0168 43,0001,1191 42,0405,0420 4,070,960,Z - UST2C 4,070,812 - HFF22 43,0004,1122 - 26pol. TT 800/2200 Job, MW1700/2200 Job, TT 2200, MW1700/2200 Ersatzteilliste / Spare parts list / Listes de pièces de rechange / Lista de repuestos / Lista de pecas sobresselentes / Lista dei Ricambi el_fr_st_wi_00545 012007...
- Página 102 MagicWave 3000 G/F 4,075,157 MagicWave 2500 G/F 4,075,155 MagicWave 3000 G/F US 4,075,157,800 MagicWave 2500 G/F US 4,075,155,800 TransTig 3000 G/F 4,075,153 TransTig 2500 G/F 4,075,151 TransTig 3000 G/F US 4,075,153,800 TransTig 2500 G/F US 4,075,151,800 MagicWave 3000 Job G/F 4,075,158 MagicWave 2500 Job G/F 4,075,156...
- Página 103 43,0004,3830 - 26pol. 4,070,960,Z - UST2C 4,071,067,Z 4,071,068,Z 43,0006,0168 43,0006,0168 4,071,063,Z 33,0010,0366 4,071,064,Z - MV 33,0010,0367 4,071,065,Z - MW2500 4,071,066,Z - MW3000 4,071,071,Z- TT 4,070,812,Z - HFF22 43,0001,3311 - MW 42,0409,3196 - MW 43,0001,3312 - MW JOB 42,0409,3195 - TT 43,0001,3313 - TT 43,0001,3314 - TT JOB 42,0405,0596 - MW...
- Página 104 MagicWave 4000 G/F 4,075,132 MagicWave 4000 G/F MV 4,075,132,800 MagicWave 4000 G/F MV 4,075,132,630 MagicWave 4000 Job G/F 4,075,133 MagicWave 4000 Job G/F MV 4,075,133,800 MagicWave 4000 Job G/F MV 4,075,133,630 MagicWave 5000 G/F 4,075,134 MagicWave 5000 G/F MV 4,075,134,800 MagicWave 5000 G/F MV 4,075,134,630 42,0200,8860...
- Página 105 43,0004,0987 43,0004,0664 - MV 43,0004,2324 - US AWG 6 40,0003,0377 - US AWG 10 * 43,0001,1199 - 40A 42,0407,0437 - MV 4G10 42,0407,0533 - MV AWG 6 42,0407,0534 - MV AWG 10 43,0001,1213 - MV 80A BE2,0201,1355 - MV BE2,0201,1593 - MV BE2,0201,1934 - MV 4G10 42,0300,1511 32,0409,2657...
- Página 106 41,0003,0279 4,070,941 - FMW50 43,0001,0600 41,0003,0109 41,0001,0664 43,0001,1216 BE2,0201,1788 43,0001,1217 42,0405,0462 43,0006,0134 33,0010,0327 4,070,945 - HQL50 4,070,804,Z - TTS22 42,0405,0462 4,070,942 - FU50 4,070,940 - HF50 43,0004,2650 43,0004,2652 * gewünschte Länge angeben * Specify the length required 42,0405,0461 * Indiquer la longueur désirée 40,0001,0418 - * * Indicar la longitud deseada 32,0405,0183...
- Página 107 TransTig 4000 G/F 4,075,128 TransTig 4000 G/F MV 4,075,128,800 TransTig 4000 G/F MV 4,075,128,630 TransTig 4000 Job G/F 4,075,129 TransTig 4000 Job G/F MV 4,075,129,800 TransTig 4000 Job G/F MV 4,075,129,630 TransTig 5000 G/F 4,075,130 42,0200,8860 TransTig 5000 G/F MV 4,075,130,800 TransTig 5000 G/F MV 4,075,130,630...
- Página 108 43,0004,0987 43,0004,0664 - MV 43,0004,2324 - US AWG 6 40,0003,0377 - US AWG 10 * 43,0001,1199 - 40A 42,0407,0437 - MV 4G10 42,0407,0533 - MV AWG 6 42,0407,0534 - MV AWG 10 43,0001,1213 - MV 80A BE2,0201,1355 - MV BE2,0201,1934 - MV 4G10 BE2,0201,1593 - MV 42,0300,1511 4,070,940 - HF50...
- Página 109 MagicWave 1700...
- Página 110 MagicWave 2200...
- Página 111 MagicWave 2500 / MagicWave 2500 MV...
- Página 112 MagicWave 3000 / MagicWave 3000 MV...
- Página 114 MagicWave 4000 / MagicWave 5000 (1)
- Página 115 MagicWave 4000 / MagicWave 5000 (2)
- Página 116 MagicWave 4000 / MagicWave 5000 MV (1)
- Página 117 MagicWave 4000 / MagicWave 5000 MV (2)
- Página 118 MagicWave 4000 / MagicWave 5000 MV (3)
- Página 119 TransTIG 2200...
- Página 120 TransTIG 2500 / TransTig 2500 MV...
- Página 121 TransTIG 3000 / TransTig 3000 MV...
- Página 122 TransTig 4000 / TransTig 5000...
- Página 123 TransTig 4000 MV / TransTig 5000 MV (1)
- Página 124 TransTig 4000 MV / TransTig 5000 MV (2)
- Página 125 TransTig 4000 MV / TransTig 5000 MV (3)
- Página 126 Tel: +49 (0)9901 2008-0 Fax: +49 (0)9901 2008-10 500 04 HRADEC KRÁLOVÉ, Pražská 293/12 Tel.: +420 495 070 011 Fax: +420 495 070 019 E-Mail: sales.h.kralove@fronius.com Under http://www.fronius.com/addresses you will find all addresses of our sales branches and partner firms! ud_fr_st_so_00082 032006...