
Manuales relacionados para EWM Basic XQ




Resumen de contenidos para EWM Basic XQ
- Página 1 Manual de instrucciones Control Basic XQ (M3.7X-S) 099-0M37XS-EW504 ¡Tenga en cuenta los documentos de sistema adicionales! 18.10.2021...
- Página 2 +49 2680 181 -0. Encontrará una lista de los distribuidores autorizados en www.ewm group.com/en/specialist dealers. La responsabilidad relacionada con la operación de este equipo se limita expresamente a su funciona- miento.
-
Página 3: Tabla De Contenido
Índice Indicaciones sobre el uso de esta documentación Índice 1 Índice ............................... 3 2 Para su seguridad .......................... 5 Indicaciones sobre el uso de esta documentación ..............5 Definición de símbolo......................6 Normas de seguridad......................7 Transporte e instalación....................... 10 3 Utilización de acuerdo a las normas .................. - Página 4 Índice Indicaciones sobre el uso de esta documentación 5.7.4 Modos de operación (procesos de función) ............33 5.7.4.1 Explicación de los símbolos y de las funciones ........33 5.7.4.2 Desconexión forzada ................33 Parámetros especiales (Ajustes avanzados) ............... 35 5.8.1 Cómo seleccionar, cambiar y guardar parámetros ..........
-
Página 5: Para Su Seguridad
Para su seguridad Indicaciones sobre el uso de esta documentación Para su seguridad Indicaciones sobre el uso de esta documentación PELIGRO Procedimientos de operación y trabajo que hay que seguir estrictamente para descartar posibles lesiones graves o la muerte de personas. •... -
Página 6: Definición De Símbolo
Para su seguridad Definición de símbolo Definición de símbolo Símbolo Descripción Símbolo Descripción Observe las particularidades técnicas pulsar y soltar (teclear/palpar) Desconectar el aparato soltar Conectar el aparato pulsar y mantener pulsado incorrecto/no válido conectar correcto/válido girar Entrada Valor numérico/ajustable Navegar La señal de iluminación se ilumina en verde... -
Página 7: Normas De Seguridad
Para su seguridad Normas de seguridad Normas de seguridad ADVERTENCIA Peligro de accidente en caso de incumplimiento de las advertencias de seguridad. El incumplimiento de las advertencias de seguridad puede representar peligro de muerte. • Lea detenidamente las instrucciones de seguridad de este manual. •... - Página 8 Para su seguridad Normas de seguridad ADVERTENCIA ¡Peligro de lesiones debido a vestimenta inadecuada! La radiación, el calor y la tensión eléctrica representan fuentes inevitables de riesgo durante la soldadura con arco voltaico. El usuario debe llevar equipo de protección in- dividual (EPI) completo.
- Página 9 Para su seguridad Normas de seguridad ATENCIÓN ¡Humo y gases! El humo y los gases pueden provocar insuficiencias respiratorias y envenenamientos. Además, ¡la acción de la radiación ultravioleta del arco voltaico puede transformar los vapores del disolvente (hidrocarburo clorado) en fosfato tóxico! •...
-
Página 10: Transporte E Instalación
Para su seguridad Transporte e instalación ATENCIÓN ¡Campos electromagnéticos! Debido a la fuente de alimentación, pueden generarse campos eléctricos o electromagnéticos que pueden afectar las funciones de instalaciones electrónicas como aparatos de procesamiento electrónico de datos, aparatos CNC, cables de telecomunicaciones, cables de red, de señal y marcapasos. - Página 11 Para su seguridad Transporte e instalación ATENCIÓN ¡Peligro de accidentes por cables de alimentación! Durante el transporte, los cables de alimentación no separados (cables de red, cables de control, etc.) pueden provocar riesgos, como p. ej., de vuelco de aparatos conecta- dos y lesiones a otras personas.
-
Página 12: Utilización De Acuerdo A Las Normas
Utilización de acuerdo a las normas Utilización y funcionamiento exclusivamente con los siguientes aparatos Utilización de acuerdo a las normas ADVERTENCIA ¡Peligros por uso indebido! Este aparato se ha fabricado de acuerdo con el estado de la técnica, así como con las regulaciones y normas para su utilización en muchos sectores industriales. -
Página 13: Parte De La Documentación General
Utilización de acuerdo a las normas Documentación vigente 3.3.1 Parte de la documentación general Este documento forma parte de la documentación general y solo es válido en combinación con todos los documentos parciales. Lea y observe los manuales de instrucciones de todos los componentes del sistema, en particular, las advertencias de seguridad. -
Página 14: Panel De Control - Elementos Funcionales
Panel de control – elementos funcionales Vista general de controladores Panel de control – elementos funcionales Vista general de controladores El control del aparato se ha dividido para su descripción en dos partes (A y B) a fin de garantizar la máxima claridad. -
Página 15: Controlador A
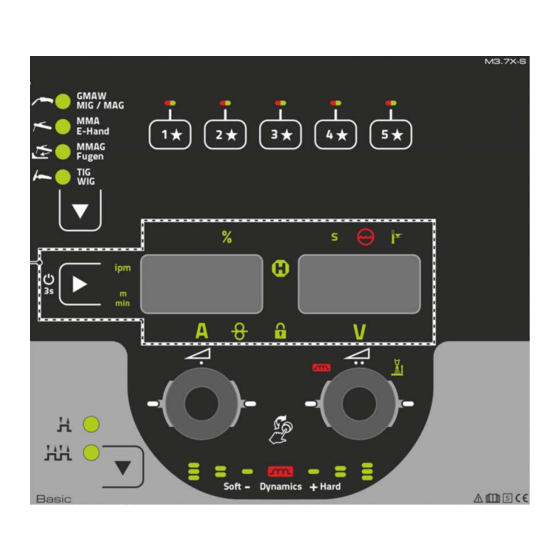
Panel de control – elementos funcionales Vista general de controladores 4.1.1 Controlador A Figura 4-2 Pos Símbolo Descripción Pulsador de proceso de soldadura ------ Soldadura MIG/MAG ------- Soldadura eléctrica manual ------- Pinza arco-aire ------- Soldadura TIG Velocidad del hilo/corriente de soldadura Click-Wheel •... -
Página 16: Controlador B
Panel de control – elementos funcionales Vista general de controladores Pos Símbolo Descripción Pulsador - Favoritos JOB > Véase capítulo 4.3.5 •-----------Pulsación breve: cargar favorito •-----------Pulsación larga (>2 s): guardar favorito •-----------Pulsación larga (>12 s): borrar favorito 4.1.2 Controlador B Figura 4-3 Pos Símbolo Descripción Pulsador Pantalla a la izquierda / función de bloqueo... -
Página 17: Datos De Soldadura
Panel de control – elementos funcionales Datos de soldadura Pos Símbolo Descripción Señal de iluminación Indicación de estado (Hold) Visualización de los valores medios durante toda la soldadura. Señal de iluminación Porcentaje El valor indicado se representa en porcentaje. Indicación, izquierda > Véase capítulo 4.2 AMP ----- Corriente de soldadura -------- Velocidad del hilo Datos de soldadura... -
Página 18: Manejo Del Control Del Aparato
Panel de control – elementos funcionales Manejo del control del aparato Manejo del control del aparato 4.3.1 Vista principal Tras conectar el aparato o cuando finaliza un ajuste de parámetros, el control del aparato siempre cam- bia a vista principal. Esto significa que se han aplicado los ajustes antes seleccionados (eventualmente visualizado mediante señales de iluminación) y el valor teórico de la velocidad del hilo se representa en la indicación izquierda de datos de soldadura. -
Página 19: Guardado De Los Ajustes Actuales En Favorito
Panel de control – elementos funcionales Manejo del control del aparato 4.3.5.1 Guardado de los ajustes actuales en Favorito Figura 4-6 • Mantenga accionado el pulsador Lugar de almacenamiento de favoritos durante 2 s (la señal de ilumi- nación de estado de favorito se enciende en verde). 4.3.5.2 Carga de un favorito guardado Figura 4-7... -
Página 20: Características Funcionales
Características Funcionales Ajuste de la cantidad de gas de protección Características Funcionales Ajuste de la cantidad de gas de protección Si el gas de protección está ajustado tanto a un nivel demasiado bajo como demasiado alto, puede entrar aire en el baño de soldadura y en consecuencia conllevar la formación de poros. ¡Ajuste la cantidad de gas de protección de acuerdo con el trabajo de soldadura! •... -
Página 21: Limpieza Del Paquete De Mangueras
Características Funcionales Enhebrado de hilo 5.1.2 Limpieza del paquete de mangueras Los elementos de operación se encuentran situados debajo de la tapa de protección del sistema de ar- rastre de hilo. 300s Figura 5-2 Enhebrado de hilo La función Enhebrado de hilo sirve para el enhebrado sin tensión y sin gas de protección del hilo de soldadura tras el cambio de la bobina de hilo. -
Página 22: Retorno De Hilo
Características Funcionales Retorno de hilo Retorno de hilo La función Retorno de hilo sirve para el retorno sin tensión y sin gas de protección del hilo de soldadura. Pulsando y manteniendo presionados simultáneamente los pulsadores Enhebrado de hilo y Test de gas aumenta la velocidad de retorno de hilo en una función de rampa (parámetro especial P1 >... -
Página 23: Soldadura Mig/Mag
Características Funcionales Soldadura MIG/MAG Soldadura MIG/MAG 5.4.1 Selección de las tareas Para seleccionar el trabajo de soldadura deben realizarse los siguientes pasos: • Elección del proceso de soldadura. • Selección del modo de operación. • Ajuste de la potencia de soldadura (velocidad del hilo y tensión de soldadura). •... -
Página 24: Potencia De Soldadura (Punto De Trabajo)
Características Funcionales Soldadura MIG/MAG 5.4.4 Potencia de soldadura (punto de trabajo) Este control funciona por el principio de operación de dos botones. Para especificar el punto de trabajo solo se ajusta la velocidad del hilo y la tensión de soldadura según el tipo de material, el gas de pro- tección, el espesor de material y el diámetro del hilo (véase también la tabla Indicaciones de ajuste en el anexo >... -
Página 25: Dinámica Del Arco Voltaico (Efecto De Estrangulación)
Características Funcionales Soldadura MIG/MAG 5.4.5 Dinámica del arco voltaico (efecto de estrangulación) Con esta función el arco voltaico puede adaptarse de un arco voltaico estrecho y duro con penetración profunda (valores positivos) hasta un arco voltaico ancho y blando (valores negativos). Además, el ajuste seleccionado se visualiza con señales de iluminación debajo de los botones giratorios. -
Página 26: Post Quemado Del Hilo (Burn-Back)
Características Funcionales Soldadura MIG/MAG Indicación Ajuste / Selección Tiempo de corrientes posteriores de gas Tiempo de burn-back > Véase capítulo 5.4.6.1 • ----------- Aumentar el valor > más burn-back • ----------- Disminuir el valor > menos burn-back Alimentación lenta de hilo 5.4.6.1 Post quemado del hilo (Burn-Back) El parámetro Burn-back evita que se adhiera hilo de soldadura en el baño de soldadura y/o en la boquilla... -
Página 27: Desconexión Forzada
Características Funcionales Soldadura MIG/MAG 5.4.7.2 Desconexión forzada Cuando transcurren los tiempos de error, la desconexión forzada finaliza el proceso de soldadura y pu- ede activarse mediante dos estados: • Durante la fase de ignición 5 s después del inicio de soldadura, no fluye ninguna corriente de soldadura (error de ignición). •... - Página 28 Características Funcionales Soldadura MIG/MAG Modo de 4 tiempos Figura 5-11 Paso 1 • Pulsar y mantener pulsado el interruptor de pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) • Motor de alimentación del alambre funciona a “velocidad lenta” •...
-
Página 29: Pistola Mig/Mag Normal
Características Funcionales Soldadura MMA 5.4.8 Pistola MIG/MAG normal El pulsador del quemador del soldador MIG sirve, básicamente, para iniciar y finalizar el proceso de soldadura. Elementos de manejo Funciones Pulsador del quema- • Iniciar / finalizar la soldadura 5.4.8.1 Conmutación entre modo Push/Pull y arrastre intermedio ADVERTENCIA Ninguna reparación o modificación no autorizada. -
Página 30: Ajuste De La Intensidad De Soldadura
Características Funcionales Soldadura MMA 5.5.2 Ajuste de la intensidad de soldadura Figura 5-13 5.5.3 Arcforce Figura 5-14 Ajuste: • Valores negativos: tipos de electrodo rutilo • Valores en torno a cero: tipos de electrodo básico • Valores positivos: tipos de electrodo de celulosa 5.5.4 Hotstart Del encendido seguro del arco voltaico y del calentamiento suficiente en el material base todavía frío al... -
Página 31: Función Antistick - Minimiza El Pegado Del Electrodo
Características Funcionales Arco-aire 5.5.5 Función Antistick – minimiza el pegado del electrodo. Antiadherente (antistick) impide el destemplado del electrodo. Si el electrodo se adhiere a pesar de Arcforce, el aparato conmutará automáticamente a corriente mínima al cabo de aproximadamente 1 segundo. Se evita el destemplado del electrodo. Compruebe el ajuste de corriente de soldadura y corríjala según el trabajo de soldadura que vaya a realizar. -
Página 32: Soldadura Tig
Características Funcionales Soldadura TIG Soldadura TIG 5.7.1 Selección de las tareas Figura 5-19 5.7.2 Ajuste de la intensidad de soldadura Figura 5-20 5.7.3 Cebado de arco 5.7.3.1 Liftarc Figura 5-21 El arco voltaico se encenderá al contacto con la pieza de trabajo: a) Coloque con cuidado la boquilla de gas de la antorcha y la punta del electrodo de tungsteno sobre la pieza de trabajo (la corriente lift arc fluye, con independencia de la corriente principal ajustada) b) Incline la antorcha sobre la boquilla de gas de la antorcha hasta que la distancia entre la punta del... -
Página 33: Modos De Operación (Procesos De Función)
Características Funcionales Soldadura TIG 5.7.4 Modos de operación (procesos de función) 5.7.4.1 Explicación de los símbolos y de las funciones Símbolo Significado Accione el pulsador de la antorcha Suelte el pulsador de la antorcha Accione el pulsador de la antorcha (pulsar brevemente y soltar). Flujo del gas de protección Potencia de soldadura Corrientes anteriores de gas... - Página 34 Características Funcionales Soldadura TIG Modo de 2 tiemposa Figura 5-22 Selección • Seleccionar el modo de trabajo a 2 tiempos Paso 1 • Pulsar y mantener pulsado el interruptor de la pistola • Se pone en funcionamiento el gas protector (pre flujo de gas) El arco se ceba con Lift Arc •...
-
Página 35: Parámetros Especiales (Ajustes Avanzados)
Características Funcionales Parámetros especiales (Ajustes avanzados) Parámetros especiales (Ajustes avanzados) Los parámetros especiales (P1 a Pn) se utilizan para configurar las funciones del aparato de forma es- pecífica para cada cliente. Ello permite conceder al usuario la máxima flexibilidad a la hora de optimizar sus necesidades. -
Página 36: Tiempo De Vertiente Enhebrado De Alambre (P1)
Características Funcionales Parámetros especiales (Ajustes avanzados) Indicación Ajuste / Selección Función HOLD 0 = ------- valores hold no visualizados 1 = ------- valores hold visualizados (Preajust ado en fábrica) Visualización de tensión nominal o de corrección 0 = ------- Visualización de tensión de corrección (de fábrica). 1 = ------- Visualización de tensión nominal absoluta. -
Página 37: Menú De Configuración Del Aparato
Características Funcionales Menú de configuración del aparato Menú de configuración del aparato 5.9.1 Cómo seleccionar, cambiar y guardar parámetros Figura 5-26 Indicación Ajuste / Selección Resistencia del cable 1 Resistencia del cable para el primer circuito de corriente de soldadura 0 mΩ-60 mΩ (8 mΩ... -
Página 38: Compensación De La Resistencia Del Cable
Características Funcionales Menú de configuración del aparato Indicación Ajuste / Selección Función temporal de ahorro energético > Véase capítulo 5.10 Duración en caso de que no se utilice hasta que se active el modo de ahorro energético. Ajuste = desconectado o valor numérico 5 min-60 min. Menú... -
Página 39: Modo De Ahorro Energético (Standby)
Características Funcionales Modo de ahorro energético (Standby) 1 Preparación • Desconecte la máquina de soldadura. • Desatornille la boquilla de gas de la antorcha. • Corte el hilo de soldadura en el tubo de contacto. • Retire el hilo de soldadura del alimentador de hilo unos 50 mm. En el tubo de contacto no debe quedar ahora nada de hilo de soldadura. -
Página 40: Solución De Problemas
Solución de problemas Mostrar la versión del software del control del aparato Solución de problemas Todos los productos están sometidos a estrictos controles de fabricación y de calidad final. Si aun así algo no funcionase correctamente, deberá comprobar el producto de acuerdo a las siguientes disposicio- nes. - Página 41 Solución de problemas Mensajes de error (Fuente de alimentación) Error (categoría) Posible causa Ayuda 5 Sobretensión de red Tensión de red muy alta Comprobar las tensiones de red y compararlas con las tensiones de conexión de la fuente de corriente de soldadura.
- Página 42 Solución de problemas Mensajes de error (Fuente de alimentación) Error (categoría) Posible causa Ayuda Exceso de temperatura Refrigerante sobrecalentado Dejar enfriar el aparato conectado. del refrigerante Ventilador bloqueado, sucio o Controlar, limpiar o sustituir el ven- defectuoso. tilador. Entrada o salida de aire blo- Controlar la entrada y salida de aire.
- Página 43 Solución de problemas Mensajes de error (Fuente de alimentación) Error (categoría) Posible causa Ayuda En caso necesario, limpiar las super- ficies corroídas de la pieza de trabajo antes de la soldadura. Corte del arco voltaico Durante una soldadura con una Comprobar la alimentación de hilo.
-
Página 44: Avisos
Solución de problemas Avisos Error (categoría) Posible causa Ayuda 62 Componente de sis- Componente de sistema no en- Solicitar asistencia técnica. tema contrado. 63 Error en la tensión de La tensión de servicio y de red Comprobar y/o adaptar la tensión de son incompatibles servicio y de red únicamente en la serie de aparatos XQ. - Página 45 Solución de problemas Avisos Advertencia Posible causa/Soluciones 15 Fusible de red Se ha alcanzado el límite de potencia del fusible de red y se re- duce la potencia de soldadura. Comprobar el ajuste del fusible. 16 Advertencia de gas de pro- Comprobar el suministro de gas.
-
Página 46: Reseteo De Los Job (Tareas De Soldadura) A Los Valores De Fábrica
Solución de problemas Reseteo de los JOB (tareas de soldadura) a los valores de fábrica únicamente en la serie de aparatos XQ para los valores y/o los umbrales de conmutación véanse los datos técnicos. Reseteo de los JOB (tareas de soldadura) a los valores de fábrica Todos los parámetros de soldadura almacenados según el cliente se sustituyen por los ajustes de fábrica. -
Página 47: Apéndice
Apéndice Instrucciones de ajuste Apéndice Instrucciones de ajuste Figura 7-1 099-0M37XS-EW504 18.10.2021... -
Página 48: Vista General De Parámetros - Rangos De Ajuste
Apéndice Vista general de parámetros - Rangos de ajuste Vista general de parámetros - Rangos de ajuste 7.2.1 Soldadura MIG/MAG Nombre Representación Rango de ajuste Tiempo de corrientes anteriores de gas Tiempo de corrientes posteriores de gas Tiempo de burn back Alimentación lenta de hilo 7.2.2 Soldadura MMA... -
Página 49: Búsqueda De Distribuidores
Apéndice Búsqueda de distribuidores Búsqueda de distribuidores Sales & service partners www.ewm-group.com/en/specialist-dealers "More than 400 EWM sales partners worldwide" 099-0M37XS-EW504 18.10.2021...